Diffusion welding method for super-multilayer hydrogen peroxide catalytic layer net
A hydrogen peroxide and diffusion welding technology, which is applied in welding equipment, welding/welding/cutting items, non-electric welding equipment, etc., can solve the problems that the brazing technology needs to be further optimized, achieve good permeability, ensure stability, high intensity effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0046] Furnace welding:
[0047] Put the assembly components into the vacuum furnace, and pump the vacuum furnace to 2×10-3pa and keep the vacuum degree until the heating process is completed.
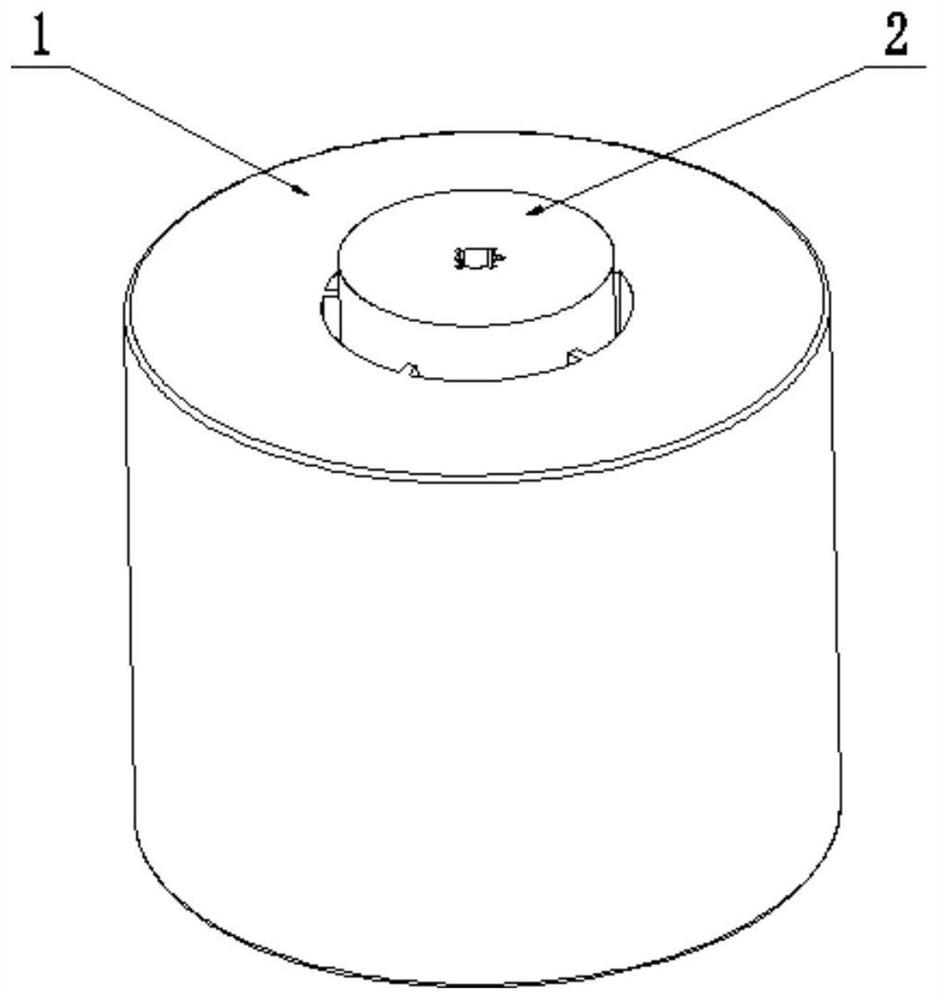
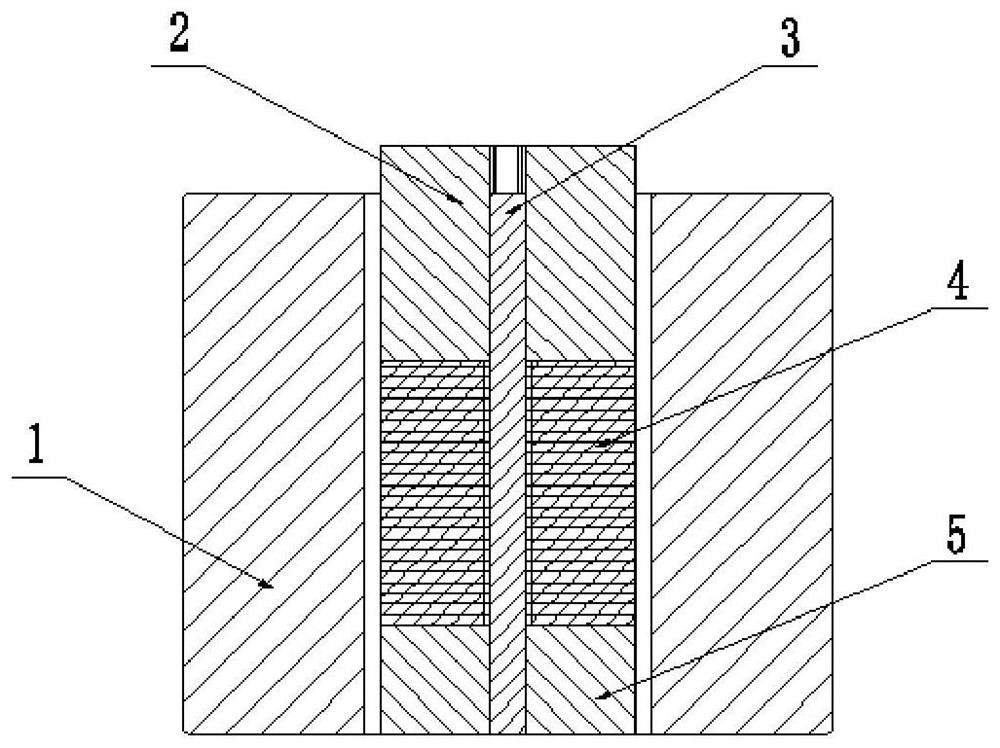
[0048] The vacuum furnace indenter applies a downward pressure of 700kg on the upper end face of the upper indenter 2, gradually heats up to 660°C at a heating rate of 2°C / min, adjusts the pressure to 500kg pressure, and keeps the temperature for 15min. The diffusion welding process ends.
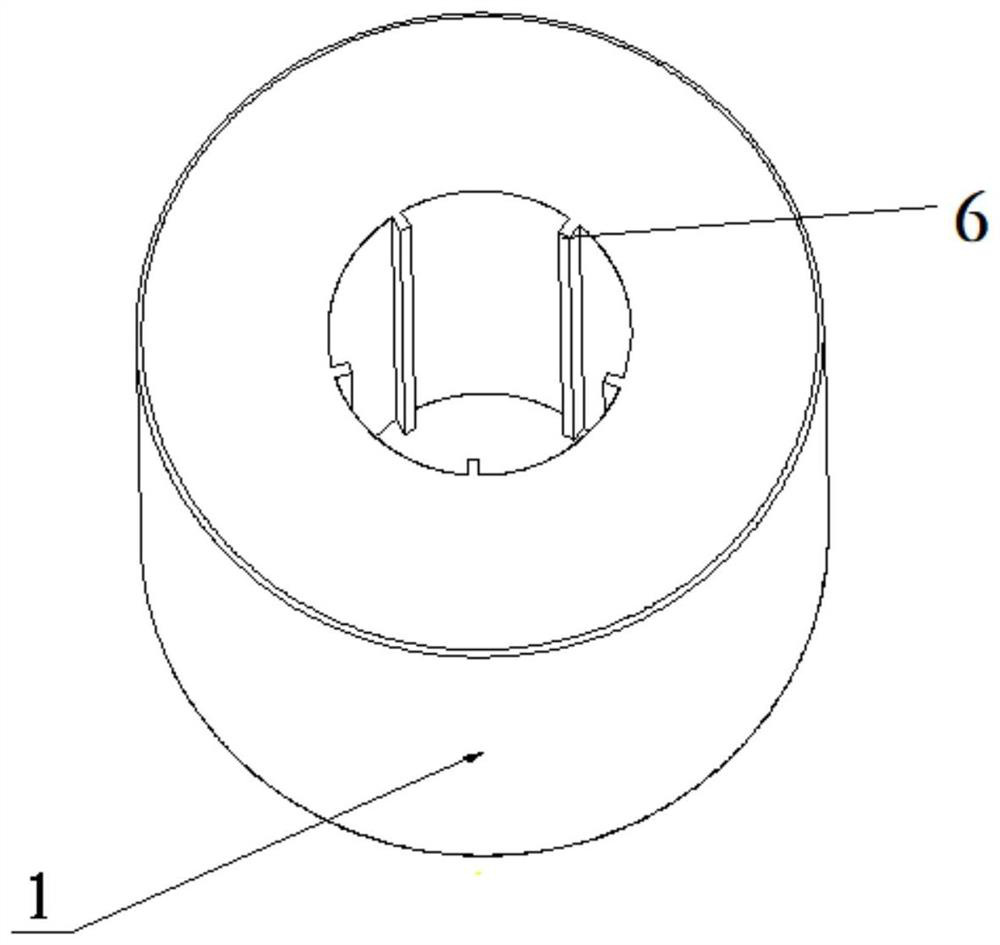
[0049] Cool down and cool down and take out the parts: when the temperature in the vacuum furnace reaches 50 ℃, open the cover and take out the parts. Remove the tooling of the outer sleeve 1, the upper indenter 2, the lower indenter 5, and the mandrel 3 in turn according to the reverse assembly sequence, and finally obtain an ultra-multi-layer hydrogen peroxide catalytic layer mesh diffusion welding assembly.
Embodiment 2
[0051] Furnace welding:
[0052] Put the assembly components into the vacuum furnace, and pump the vacuum furnace to 3×10-3pa to keep the vacuum degree until the heating process is completed.
[0053] The vacuum furnace indenter exerts a downward pressure of 750kg on the upper end face of the upper indenter 2, gradually increases the temperature to 680°C at a heating rate of 3°C / min, adjusts the pressure to 550kg pressure, and keeps the temperature for 20min. The diffusion welding process ends.
[0054] Cool down and cool down and take out the parts: when the temperature in the vacuum furnace reaches 75 ℃, open the cover and take out the parts. Remove the tooling of the outer sleeve 1, the upper indenter 2, the lower indenter 5, and the mandrel 3 in turn according to the reverse assembly sequence, and finally obtain an ultra-multi-layer hydrogen peroxide catalytic layer mesh diffusion welding assembly.
Embodiment 3
[0056] Furnace welding:
[0057] Put the assembled components into the vacuum furnace, and pump the vacuum furnace to 4×10-3pa and keep the vacuum degree until the heating process is completed.
[0058] The vacuum furnace indenter exerts a downward pressure of 800kg on the upper end face of the upper indenter 2, gradually increases the temperature to 700℃ at a heating rate of 5℃ / min, adjusts the pressure to 600kg pressure, and maintains the temperature for 25min. The diffusion welding process ends.
[0059] Cool down and cool down and take out the parts: when the temperature in the vacuum furnace reaches 100 ℃, open the cover and take out the parts. Remove the tooling of the outer sleeve 1, the upper indenter 2, the lower indenter 5, and the mandrel 3 in turn according to the reverse assembly sequence, and finally obtain an ultra-multi-layer hydrogen peroxide catalytic layer mesh diffusion welding assembly.
[0060] The diffusion welding method of the ultra-multi-layer hydro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More