

Method for spheroidizing inoculation treatment of large-scale wind power casting
A technology of spheroidizing inoculation and wind power, which is applied in the field of spheroidizing inoculation of large-scale wind power castings to achieve the effects of saving production costs, improving inoculation effect and efficiency, and reducing operation steps
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] The method for spheroidizing inoculation treatment of castings for wind power in this embodiment includes the following steps:
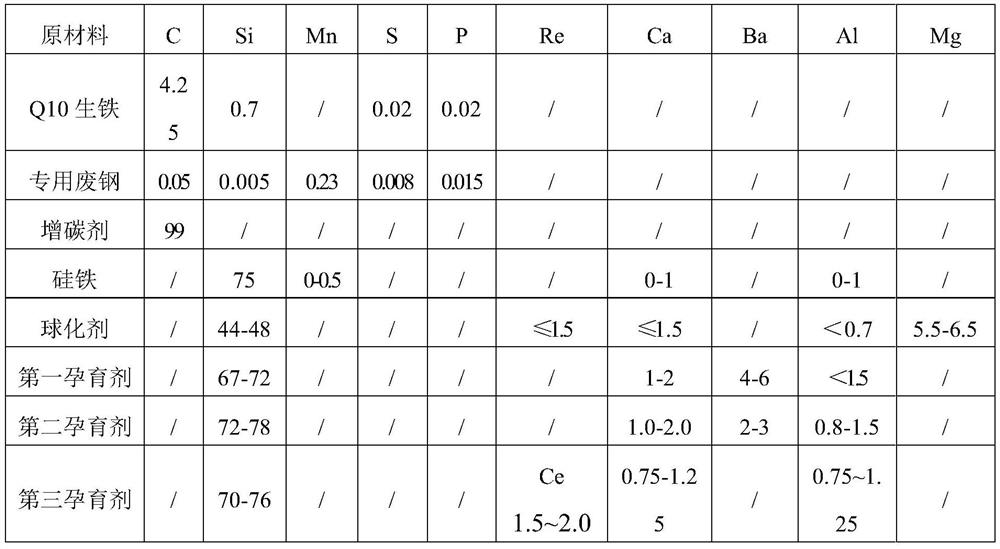
[0028] S1. Charge selection: use 70wt% Q10 pig iron and 30wt% special scrap steel as raw materials, then add 1wt% recarburizer and 0.54wt% 75 ferrosilicon;
[0029] S2, the charge in step S1 is placed in a smelting furnace for smelting, and the molten iron temperature is controlled to be 1500±20°C;
[0030] S3, spheroidizing inoculation treatment: set a spheroidizing embedding chamber on the bottom side of the ladle, first place 1.4wt% spheroidizing agent and 0.006wt% antimony alloy in the spheroidizing process. At the bottom of the embedding chamber, add the inoculant slow-release ball A, and cover the silicon steel sheet; a circle of first bosses is arranged on the inner side wall of the middle part of the ladle, and a number of first bosses are placed on the first bosses. Inoculant sustained-release ball B; a circle of second bosses is arr...
Embodiment 2
[0036] The method for spheroidizing inoculation treatment of castings for wind power in this embodiment includes the following steps:
[0037] S1. Charge selection: use 60wt% Q10 pig iron and 40wt% scrap steel as raw materials, then add 1.45wt% recarburizer and 0.48wt% 75 ferrosilicon; the components of the Q10 pig iron, scrap steel, recarburizer, and 75 ferrosilicon are the same as The same in embodiment 1;
[0038] S2, the charge in step S1 is placed in a smelting furnace for smelting, and the molten iron temperature is controlled to be 1500±20°C;
[0039] S3, spheroidizing inoculation treatment: a spheroidizing embedding chamber is set on the bottom side of the ladle, firstly adding 0.6wt% of the first spheroidizer, 0.6wt% of the second spheroidizer, 0.6wt% of the molten iron in step S2, 0.002wt% antimony alloy was placed at the bottom of the spheroidized embedding chamber, then inoculant slow-release ball A was added, and a silicon steel sheet was covered; 10 first protru...
Embodiment 3
[0042] The method for spheroidizing inoculation treatment of castings for wind power in this embodiment includes the following steps:
[0043] S1. Charge selection: use 80wt% Q10 pig iron and 20wt% scrap steel as raw materials, then add 0.59wt% recarburizer and 0.45wt% 75 ferrosilicon; the components of the Q10 pig iron, scrap steel, recarburizer, and 75 ferrosilicon are The same in embodiment 1;
[0044] S2, the charge in step S1 is placed in a smelting furnace for smelting, and the molten iron temperature is controlled to be 1500±20°C;
[0045] S3, spheroidizing inoculation treatment: set a spheroidizing embedment chamber on the bottom side of the ladle, first add 0.75wt% of the first spheroidizer, 0.75wt% of the second spheroidizer and 0.75wt% of the molten iron in step S2. 0.008wt% antimony alloy is placed at the bottom of the spheroidized embedding chamber, and then an inoculant slow-release ball A is added to cover the silicon steel sheet; a first boss is arranged on th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More