

Multiplayer composite tube made from polymer possessing texture in nano layer and making method
A composite pipe material and processing method technology, applied in the direction of pipes, rigid pipes, household appliances, etc., can solve the problems of large amorphous region defects, low circumferential ductility, pipe damage, etc., achieve high interlayer bonding strength, improve Effects of improved physical and mechanical strength, barrier properties and corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] 1. Polymer material: The polymer combination is high-density polyethylene / isotactic polypropylene (HDPE / iPP);
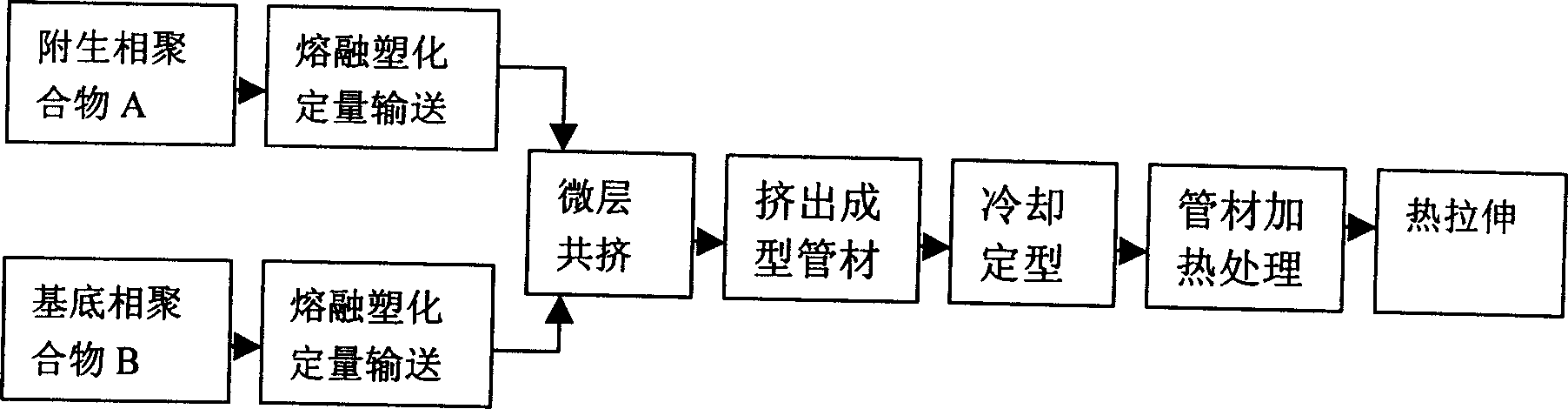
[0025] 2. Melt extrusion: The polymer (HDPE) forming the epiphytic phase (A) and the polymer (iPP) forming the base phase (B) are respectively melted and plasticized by two twin-screw extruders, wherein the extrusion of HDPE The temperature is: 190°C, and the extrusion temperature of iPP is 220°C. The extruded melt melted and plasticized by the extruder enters the micro-layer co-extrusion process;
[0026]3. Micro-layer co-extrusion: The melt of HDPE / iPP is synchronously fed into a design with three-layer co-extrusion mold and 4-channel 5-level multiplier superimposed by two extruders with a flow rate ratio of 10:90. In the micro-layer co-extrusion head, the two melt streams are merged in the co-extrusion die to form a three-layer melt tablet, and the extruded melt tablet enters a 5-level multiplier for 5 divisions-overlap- Convergence increases the number o...
Embodiment 2
[0035] 1. Selection of polymer materials: The polymer combination is isotactic polypropylene and polyamide 6 (iPP / PA6);
[0036] 2. Melt extrusion: The polymer isotactic polypropylene (iPP) forming the epiphytic phase (A) and the polymer polyamide 6 (PA6) forming the basal phase (B) are respectively melt-molded by two single-screw extruders. Hua, wherein the extrusion temperature of iPP is 220°C, and the extrusion temperature of PA6 is 260°C. The melt melted and plasticized by the extruder enters two melt pumps respectively. The temperature of the melt pump of iPP is 220°C, and the temperature of the melt pump of PA6 is 260°C. The two melts are pumped by their respective melts. Into the microlayer co-extrusion process.
[0037] 3. Micro-layer co-extrusion: The melt of iPP / PA6 is respectively input into a 4-channel 4-layer design with a three-layer co-extrusion mold by two extruders and a melt pump at a flow rate ratio of 10:90. In the micro-layer co-extrusion head composed o...
Embodiment 3
[0046] 1. Polymer material: The polymer combination is linear low density polyethylene / isotactic polypropylene (LLDPE / iPP);
[0047] 2. Melt extrusion: The polymer (LLDPE) forming the epiphytic phase (A) and the polymer (iPP) forming the base phase (B) are respectively melted and plasticized by two twin-screw extruders, wherein the extrusion of LLDPE The temperature is: 160°C, and the extrusion temperature of iPP is 200°C. The extruded melt melted and plasticized by the extruder enters the micro-layer co-extrusion process;
[0048] 3. Micro-layer co-extrusion: The melt of LLDPE / iPP is synchronously fed into a design with three-layer co-extrusion mold and 4-channel 5-level multiplier by two extruders with a flow rate ratio of 20:80. In the micro-layer co-extrusion head, the two melt streams are merged in the co-extrusion die to form a three-layer melt tablet, and the extruded melt tablet enters a 5-level multiplier for 5 divisions-overlap- Convergence increases the number of ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More