

High carbon chromium bearing parts surface chemical heat-treatment process
A high-carbon chromium bearing and surface chemistry technology, used in heat treatment furnaces, heat treatment equipment, heat treatment process control, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0061]Embodiment 1, the processing technology of high carbon chromium bearing inner ring includes the following steps:
[0062] (1) High-carbon chromium raw materials are sequentially forged, annealed, and turned into bearing inner rings. The initial forging temperature is 1150°C, the final forging temperature is 850°C; the annealing temperature is 800°C, and the time is 15h.
[0063] (2) Set the process and process parameters on the control panel of the push rod carbonitriding production line,
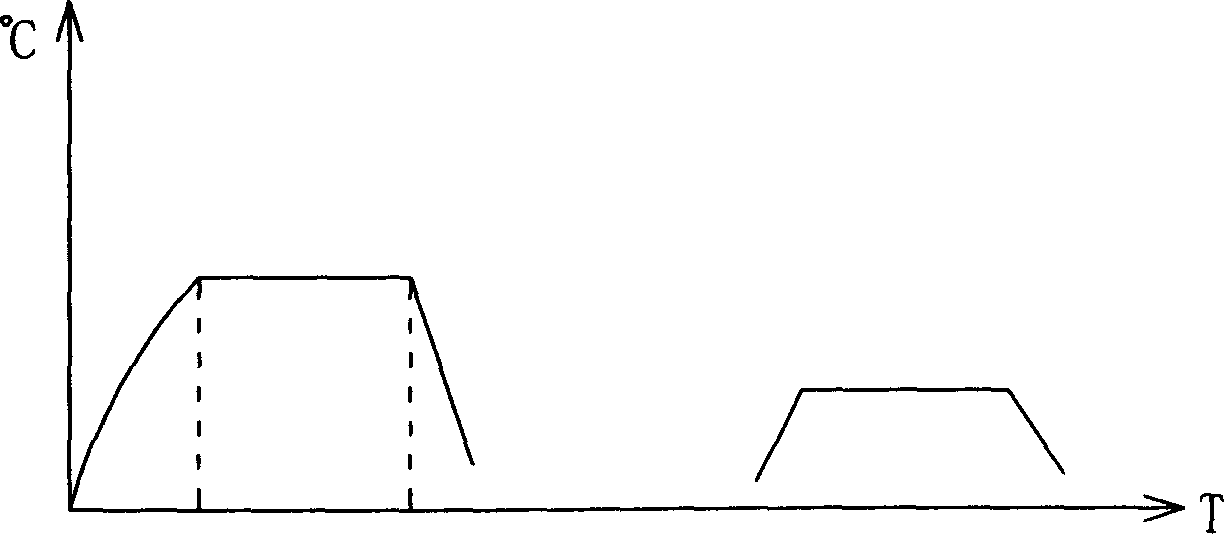
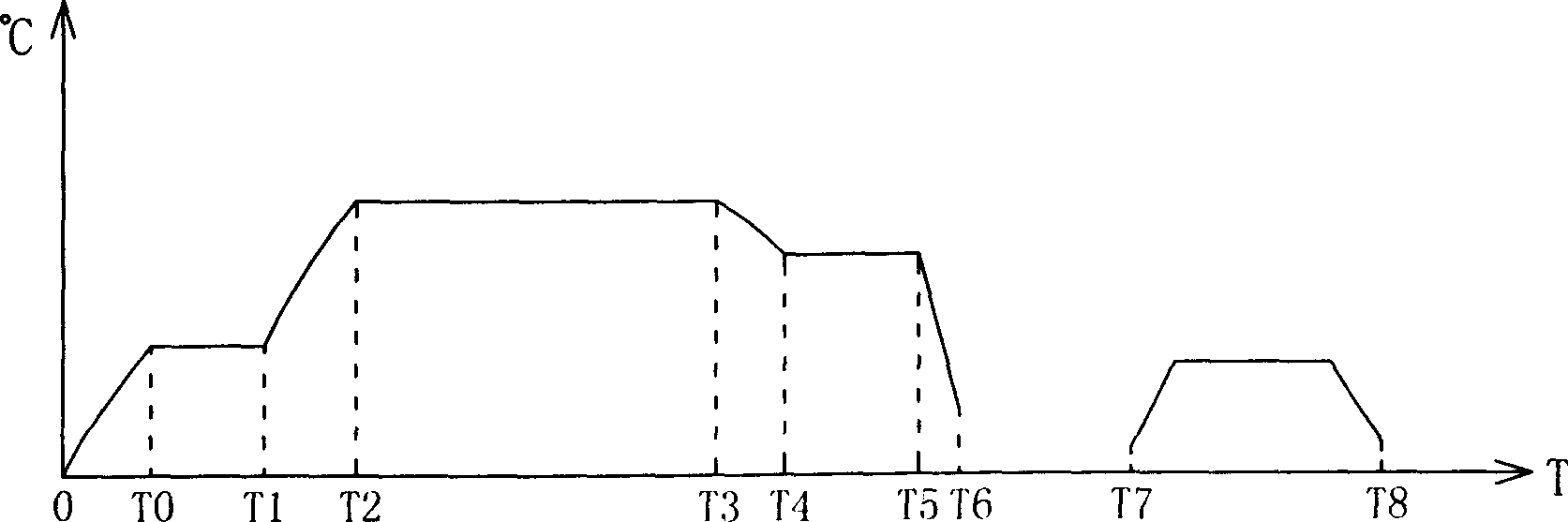
[0064] Process: pre-cleaning → pre-oxidation → carbonitriding → cooling diffusion → quenching → post-cleaning → tempering;
[0065] Parameters: pre-cleaning 0.3h; pre-oxidation temperature 350°C, time 1h; carbonitriding temperature 850°C, time 3h, carbon potential 1.4%; carbon nitrogen diffusion start temperature 850, cut-off temperature 820°C, time 2h, carbon potential 0.9%; Ammonia flow rate 0.5m 3 / h; quenching temperature 820°C, quenching oil temperature 80°C; post-cleaning 0.4h...
Embodiment 2
[0076] Embodiment 2, the processing technique of high-carbon chromium bearing steel ball comprises the following steps:
[0077] (1) High-carbon chromium raw materials are sequentially cold-headed and polished into steel balls.
[0078] (2) Set the process and process parameters on the control panel of the multi-purpose furnace,
[0079] Process: pre-cleaning → pre-oxidation → carbonitriding → cooling diffusion → quenching → post-cleaning → tempering;
[0080] Parameters: pre-cleaning 0.8h; pre-oxidation temperature 400°C, time 1.5h; carbonitriding temperature 880°C, time 6h, carbon potential 1.5%; carbon nitrogen diffusion start temperature 880°C, end temperature 850°C, time 4h, carbon Potential 0.8%; ammonia gas flow 3m 3 / h; quenching temperature 850°C, quenching oil temperature 80°C; post-cleaning 1h; tempering temperature 250°C, time 4h.
[0081] (3) Load the processed bearing steel balls into the transfer car, start the program, the transfer car advances along the tra...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More