

Technique of separating and recovering lighter hydrocarbons in refinery dried gas
A technology for separation and recovery of dry gas from refineries, which is applied in the recovery of liquid hydrocarbon mixtures and the petroleum industry. It can solve problems such as complex processes, high operating costs, and large equipment, and achieve good separation and recovery effects, low operating costs, and compact equipment. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 4 example
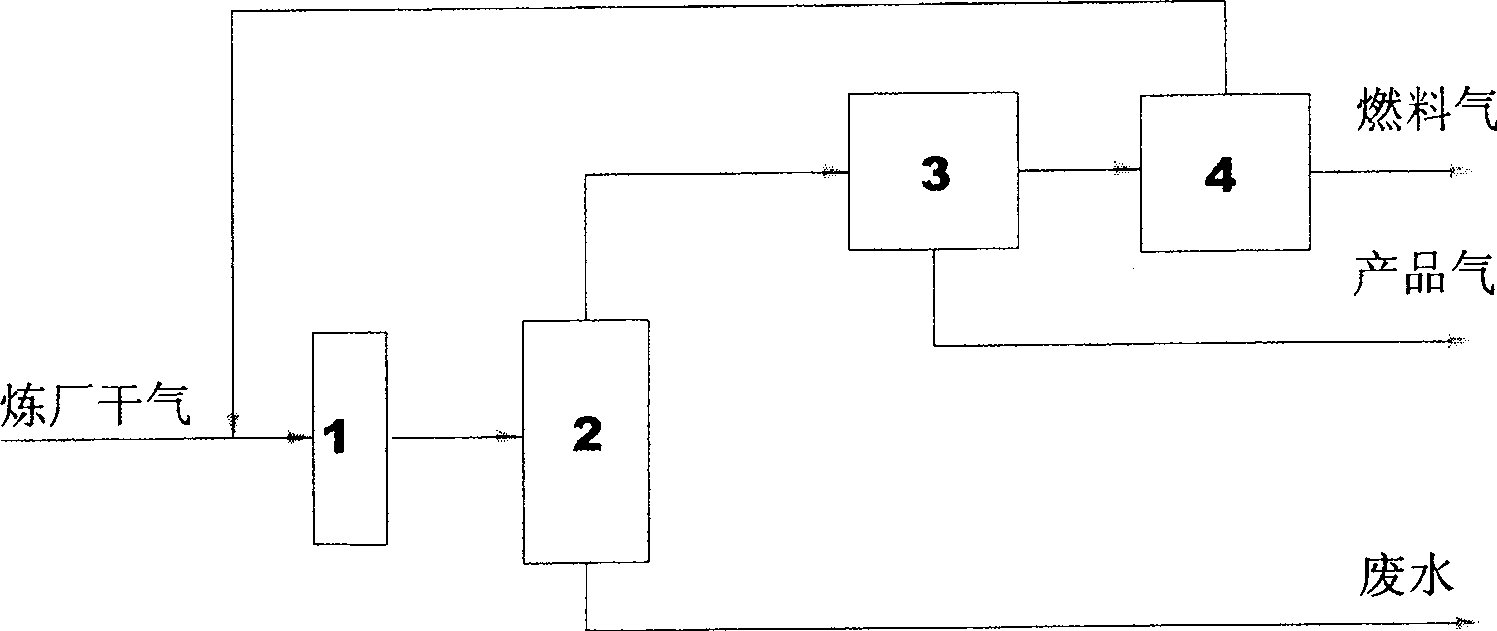
[0018] In the fourth embodiment of the present invention, the inlet pressure of the dry gas in the refinery is 2.5 MPa, the inlet temperature of the first-stage organic vapor membrane separator 3 is 50°C, and the inlet temperature of the second-stage organic vapor membrane separator 4 is 35°C ; All the other are with embodiment 1. After testing, the recovery rate of ethylene was 93.0%, and the recovery rate of ethane was 93.5%.
[0019] In the fifth embodiment of the present invention, the inlet pressure of the dry gas in the refinery is 4.0 MPa, the inlet temperature of the first-stage organic vapor membrane separator 3 is 50°C, and the inlet temperature of the second-stage organic vapor membrane separator 4 is 35°C ; All the other are with embodiment 1. After testing, the recovery rate of ethylene was 95.0%, and the recovery rate of ethane was 94.5%.
no. 6 example
[0020] In the sixth embodiment of the present invention, the inlet pressure of the dry gas in the refinery is 2.0 MPa, the inlet temperature of the first-stage organic vapor membrane separator 3 is 40°C, and the inlet temperature of the second-stage organic vapor membrane separator 4 is 20°C ; All the other are with embodiment 1. After testing, the recovery rate of ethylene was 93.0%, and the recovery rate of ethane was 93.0%.
[0021] In the seventh embodiment of the present invention, the inlet pressure of the dry gas in the refinery is 2.9MPa, the inlet temperature of the first-stage organic vapor membrane separator 3 is 35°C, and the inlet temperature of the second-stage organic vapor membrane separator 4 is 20°C ; All the other are with embodiment 1. After testing, the recovery rate of ethylene was 93.0%, and the recovery rate of ethane was 93.0%.
[0022] In the eighth embodiment of the present invention, the inlet pressure of the dry gas in the refinery is 1.8MPa, the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More