Near-net-shape preparation method of Foamed aluminium component
A foamed aluminum and component technology, which is applied in the field of porous foamed metal material preparation, can solve the problems of high cost, low output, difficulty in preparing large-volume aluminum foamed components, etc., and achieves the effect of increasing output and reducing cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
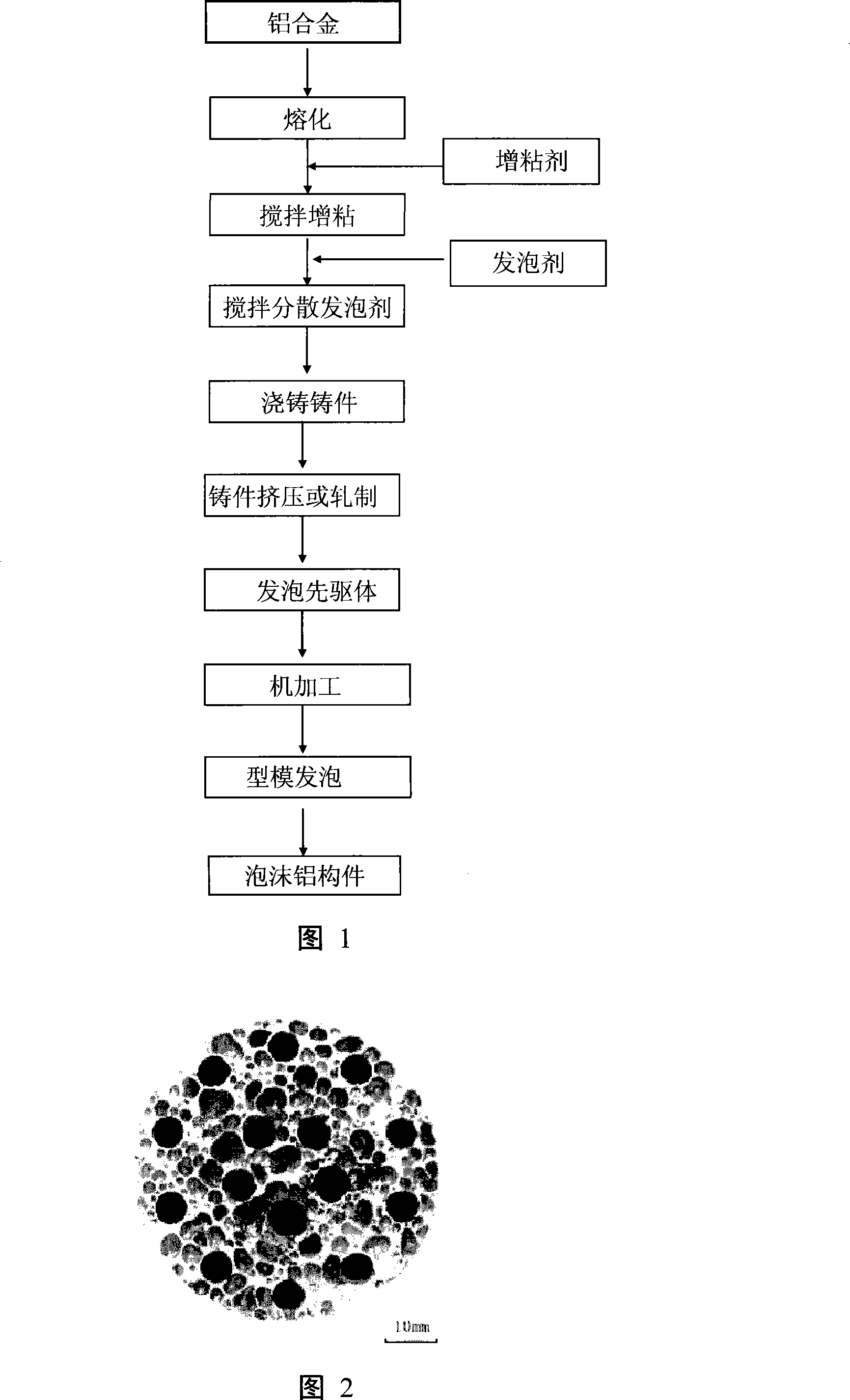
[0011] Add 8wt.% alumina (particle size: -100 mesh) after pure aluminum is melted and kept at 720°C for half an hour, then stir to increase viscosity (stirring time: 5min., stirring speed: 3000r / min.), and then add oxidation treated blowing agent TiH 2 (2.5wt.%, particle size -200 mesh, pre-oxidation treatment at 420°C for 8h + 550°C for 2h), stirring and dispersing (stirring time: 40s, stirring speed: 2500r / min.), casting and cooling to obtain a porosity of 15% For the casting, the casting is extruded (extrusion ratio: 20, extrusion temperature: 100° C.) to obtain a dense foam precursor (a round rod with a diameter of 10 mm), and the round rod with a diameter of 10 mm is cut into a cylinder with a height of 15 mm. Put the block into a foaming mold (diameter 30mm, height 60mm) at 680°C for 6min. to obtain a cylindrical aluminum foam with a diameter of 30mm, a height of 60mm, an average pore diameter of 4.0mm, and a porosity of 84%.
Embodiment 2
[0013] A1Si6 alloy was melted at 700°C for half an hour, added 6wt.% alumina (particle size: -200 mesh) and stirred to increase viscosity (stirring time: 8min., stirring speed: 2500r / min.), and then added the oxidation-treated hair Foaming agent (1.8wt.%, particle size -300 mesh, pre-oxidized at 410°C for 6h + 520°C for 2h), stirred and dispersed (stirring time: 50s, stirring speed: 3000r / min.), casting and cooling to obtain porosity 13% of the casting, the casting is rolled (reduction: 50%, rolling temperature: 200°C) to obtain a dense foam precursor (10mm thick plate), which is cut into a 10mm high, 30mm wide, and 30mm long Put the slab into a foaming mold at 680°C (the inner cavity size is 30mm in length and width, and 50mm in height) for foaming for 8 minutes. You can get 30mm in length and width, 50mm in height, an average pore diameter of 3.5mm, and a porosity of 80%. cuboid aluminum foam.
Embodiment 3
[0015] ZLD104 alloy was melted at 690°C for half an hour, then added 4wt.% alumina (particle size: -300 mesh), then stirred to increase viscosity (stirring time: 15min., stirring speed: 1000 / min.), and then added pre-oxidation treatment blowing agent TiH 2 (1.5wt.%, particle size -200 mesh, after oxidation treatment at 400°C for 8h + 500°C for 2h), stirring and dispersing (stirring time: 70s, stirring speed: 4000r / min.), casting and cooling to obtain a casting with a porosity of 12% , Extrude the casting (extrusion ratio: 30, extrusion temperature: 350°C) to obtain a dense foaming precursor (a round rod with a diameter of 10mm), cut the round rod with a diameter of 8mm into 20 cylinders with a height of 20mm, Put it into a muffler foaming mold at 670°C (inner cavity diameter 58mm, inner cavity height 60mm) and foam for 10 minutes. The foamed aluminum alloy muffler shown in Figure 2 can be obtained.
PUM
| Property | Measurement | Unit |
|---|---|---|
| pore size | aaaaa | aaaaa |
| pore size | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com