

Technique for manufacturing flux-cored wire from disk round steel wire bar
A technology of flux-cored welding wire and round steel, which is used in manufacturing tools, welding media, metal rolling, etc., can solve the problems of high price of wide-width cold-rolled coils, not too high line speed, and increased wear of welding torch nozzles. Achieve the effect of improving the continuous operation rate of equipment, saving auxiliary process time, and reducing raw material costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
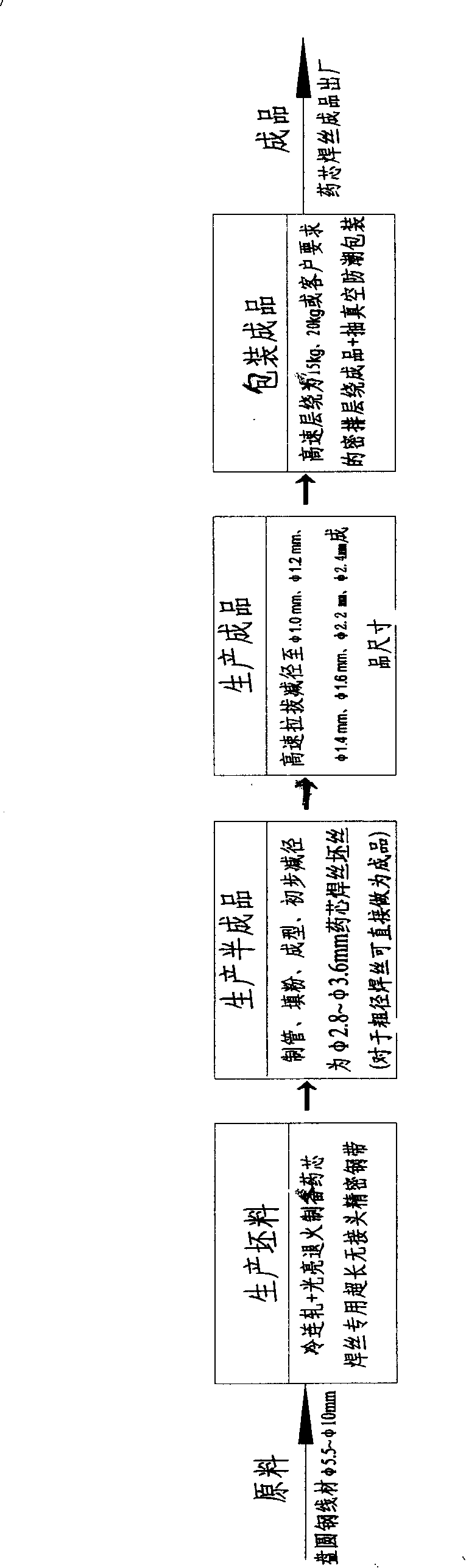
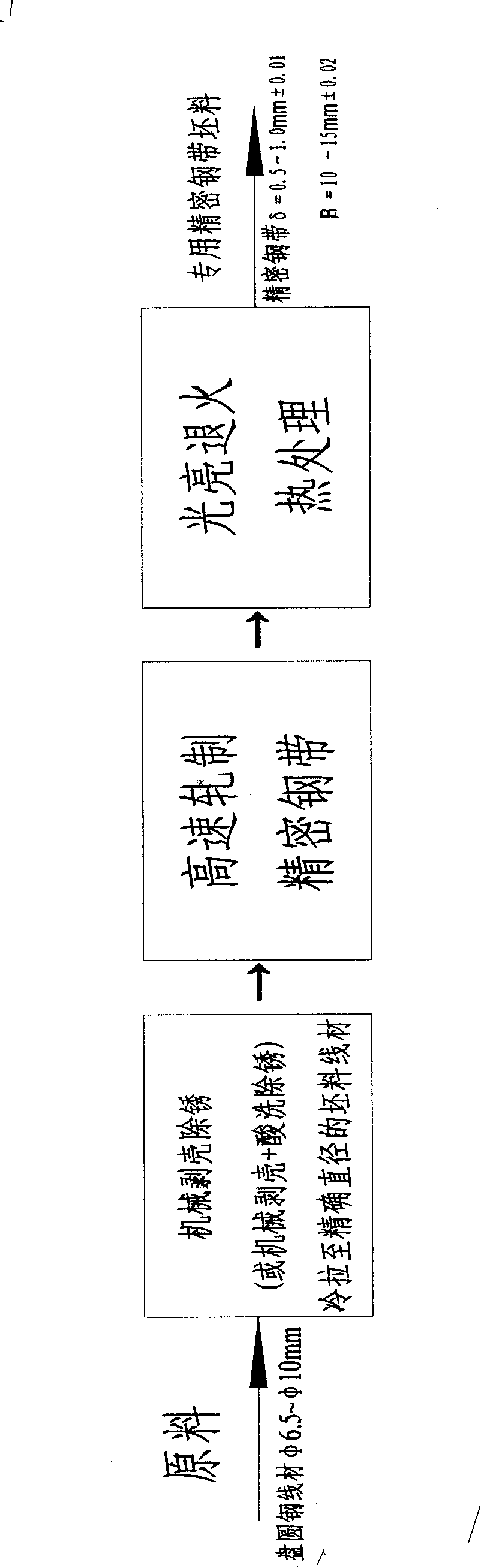
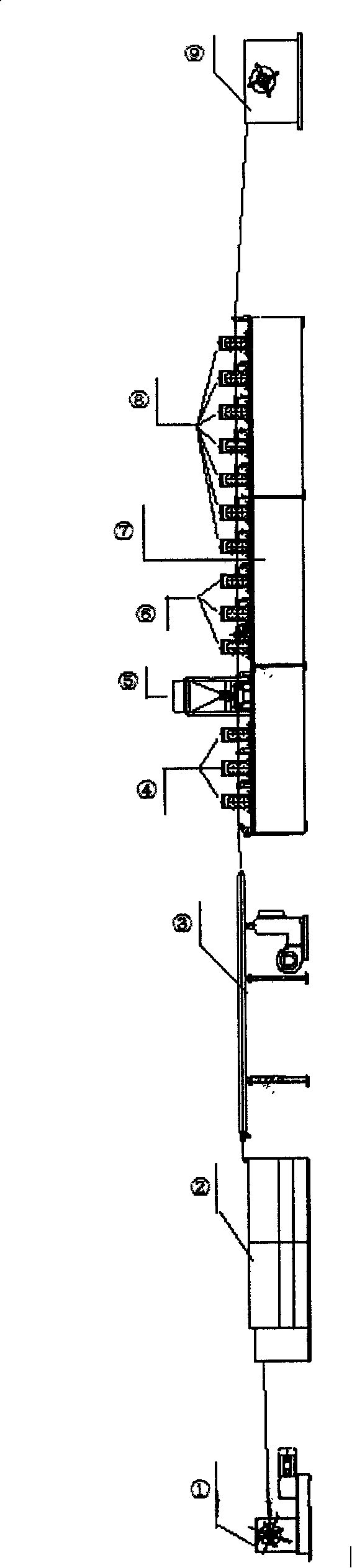
[0040] Example: take The H08A high-speed hot-rolled round steel is cold-drawn and sized after peeling and derusting The round steel wire is placed on the pay-off machine of the high-speed precision tandem cold rolling mill, and is formed into a billet steel strip by one-time cold rolling of the six-tandem rolling mill. Belt winding, line speed 480m / min. The bright annealed blank steel strip is placed on the unwinding machine of the flux-cored wire forming unit, rolled into a U-shaped open tube, filled with powder, rolled and closed, rolled and rolled, and rolled to reduce the diameter. Flux-cored wire semi-finished products, the filling rate is 16%, and the absolute error of the filling rate is ≤±0.2%. The maximum linear speed of the steel strip at the powder feeding place is 120m / min. Put the semi-finished welding wire on the pay-off machine of 10 high-speed straight wire drawing machines, and the diameter of the wire after drawing is The maximum linear speed of weldi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More