

Accurate forming method of special-shape deep-hole type parts
A precision forming, deep hole technology, applied in the field of metal machining, can solve the problems of complex shape, short service cycle, large casting pollution, etc., to achieve the effect of dense internal structure, improved product strength, and prolonged service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
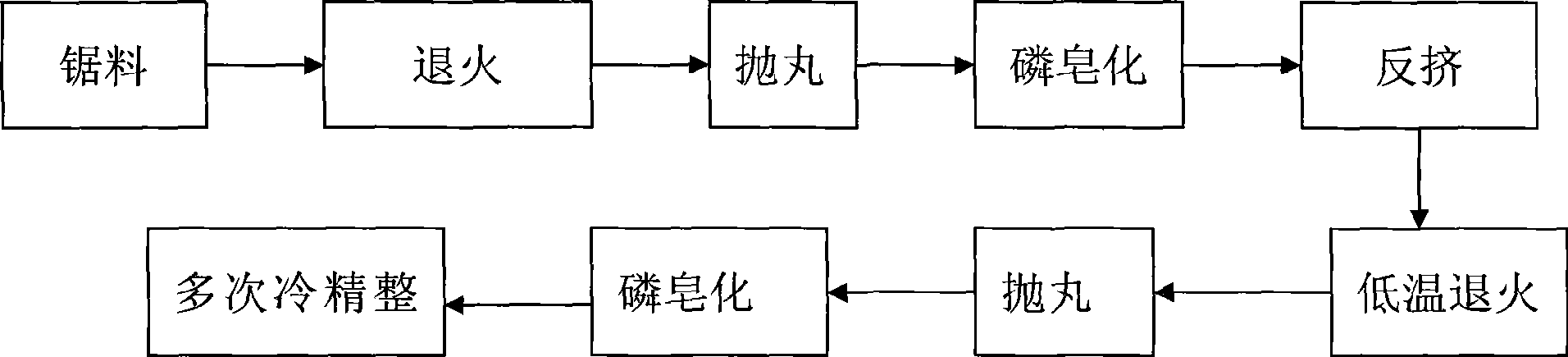
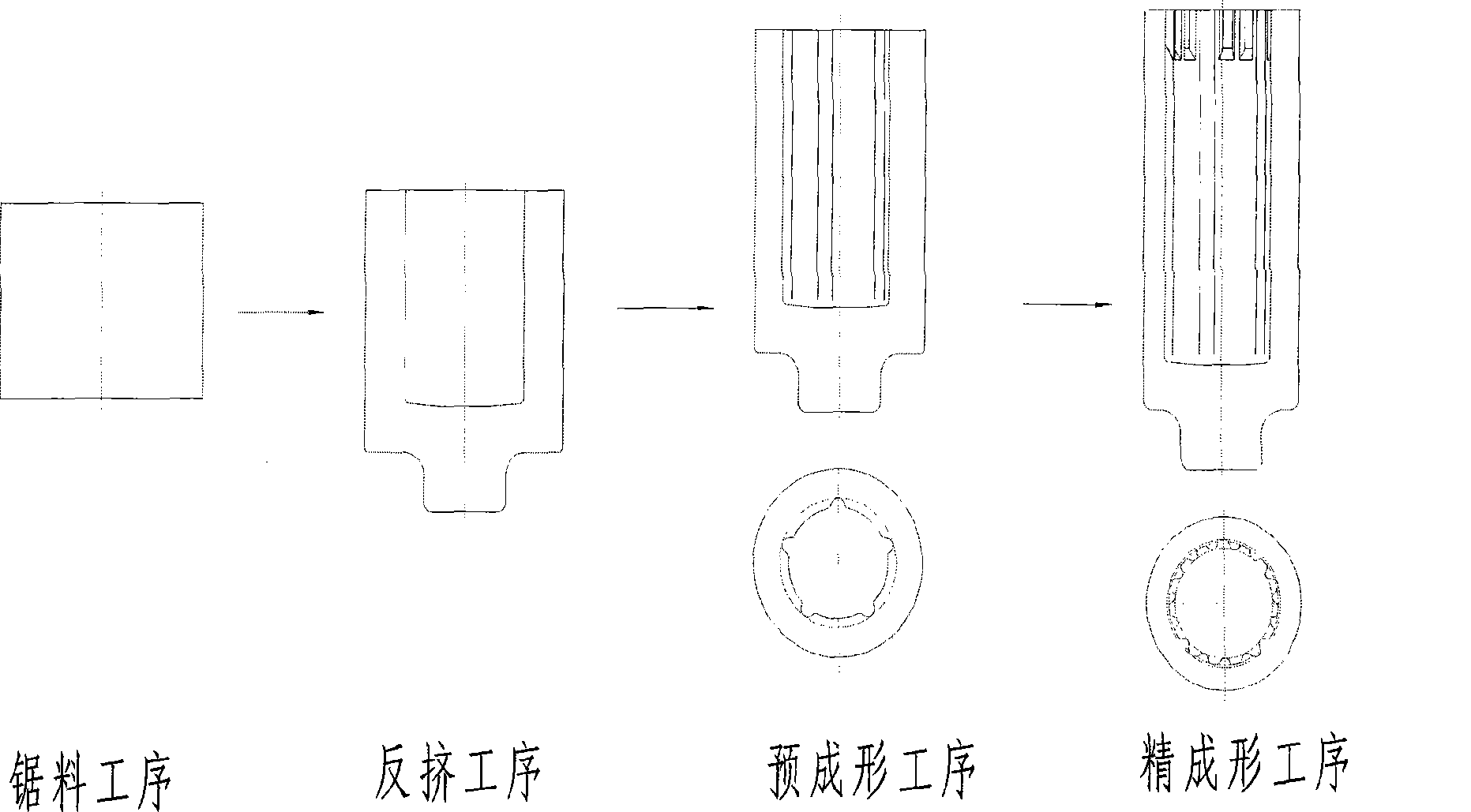
[0015] Taking the processing process of the push rod as an example, the technological process is as follows:
[0016] 1. For sawing, choose a hot-rolled round bar with a diameter of φ48.7 mm, the material grade is 20MnCr5, adjust the cutting length, and control the weight at 610-620 grams;
[0017] 2. Conventional spheroidizing annealing process, put the blank into the annealing furnace, heat it to 770°C±20°C, keep it warm for 4 hours, cool it to 500°C with the furnace, take it out of the furnace, and air cool it to room temperature;
[0018] 3. In the conventional shot blasting process, use 70% sharp sand and 30% steel shots to blast the blank for 20 to 40 minutes to remove oil, rust, burrs, etc. on the surface of the blank;
[0019] 4. Conventional phosphorus saponification process;
[0020] 5. Back-extrusion, cold forging and back-extrusion method is used to complete the pre-forming of deep holes with large deformation at one time, from billet diameter φ48.7mm to outer dia...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More