

Antifriction coatings, methods of producing such coatings and articles including such coatings
A technology of coating and lubricating coating, applied in the direction of coating, manufacturing tools, transportation and packaging, etc., can solve problems such as friction changes, no excessive lubrication, harmful effects, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0168] The steel battery panels are stripped by 50% hydrochloric acid, rinsed with deionized water, and then in a cyanide-free alkaline zinc dipping solution with a current density of 20 amperes per square inch (ASF) (2.15A / dm 2 ) to achieve a coating thickness of 8 to 10 microns.
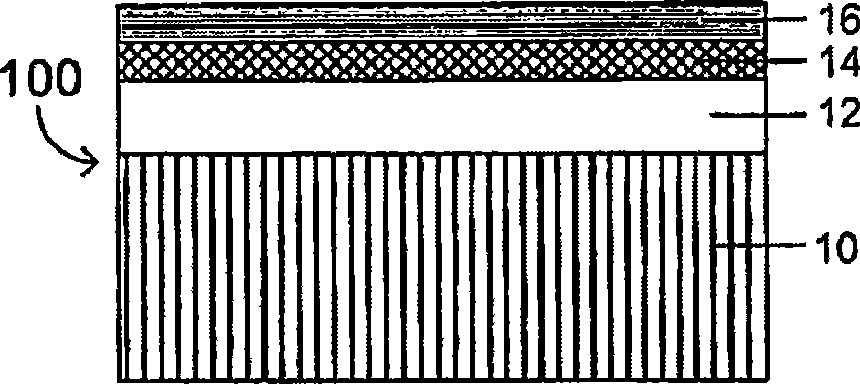
[0169] The first panel was immersed in solution A (passivator) for 60 seconds to form a conversion coating, followed by immersion in solution B (corrosion-resistant sealing material) for 60 seconds. This plate is equivalent to applying a layer of sealing resin directly to the conversion film.
[0170] Immerse the second panel in solution A for 60 seconds to form a conversion film, then add 2ml / LFUCHS Immerse in solution B of Gleitmo605 for 60 seconds. This plate is equivalent to applying a conventional integral lubricating seal coat to the conversion coating.
[0171] The third panel was immersed in the mixture of solution A in which 2.5ml / L Michelman ME93235 emulsified lubricant had been added...
Embodiment 2
[0174] 25 unplated bolts in each six-bolt geometry:
[0175] Captive washer bolts from Brogola, part number W701605, model number M8×1.25×258.8PC;
[0176] Confinement flange face bolts from SPS Technology, part number N606543, model M8×1.25×309.8PC;
[0177] Flange bolts from Indiana Auto., part number N605790, model M89.8PC;
[0178] Flange bolts from Textron Group, model number M10×4510.9PC;
[0179] Hex head bolts from Wilson Garner, model number M10×409.8PC; and
[0180] Flange face bolts, type M10×658.8PC from Freiburg, Baden, assembled into 18×10 inch plating drums, cleaned, then electroplated with an acidic galvanizing solution to deposit a layer of zinc with a thickness of 10 microns .
[0181] The bolts were then separated into five groups of five bolts each with a six-bolt geometry, and each group was then subjected to torque tension testing on a Ford WZ100 equipped with an RS Technologies torque tension device Processing was performed in one of five different ...
Embodiment 3
[0190]In this example, each 40M89.8PC flange bolt from Indiana Automotive Fasteners, part number N605790, was electroplated in a zinc conversion coating by dipping in solutions prepared by heating Cool to 60°C for 24 hours, then cool to 130°C for use.
[0191] CrCl 3 50g / l
[0192] Co(NO 3 ) 2 3g / l
[0193] NaNO 3 100g / l
[0194] Oxalic acid 30g / l
[0195] Malonic acid 60g / l
[0196] After the conversion coating is formed, the parts are divided into two groups.
[0197] The first control group was repeatedly immersed in 30ml FUCHS solution B of Gleitmo 605, and then air spin dry at 82°C for 15 minutes to obtain the desired thickness of the integral seal coat.
[0198] The second group was treated according to one embodiment of the present invention by successively immersing them in solutions containing solution B and 240ml FUCHS respectively. Gleitmo605, solution B and 120ml FUCHS Gleit...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| friction coefficient | aaaaa | aaaaa |
| friction coefficient | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More