

Method for processing slant oil hole in middle-speed machine crankshaft
A technology of oblique oil holes and crankshafts, which is applied in metal processing equipment, manufacturing tools, boring/drilling, etc., and can solve the problems that the drill bit is easy to break and cannot be drilled
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
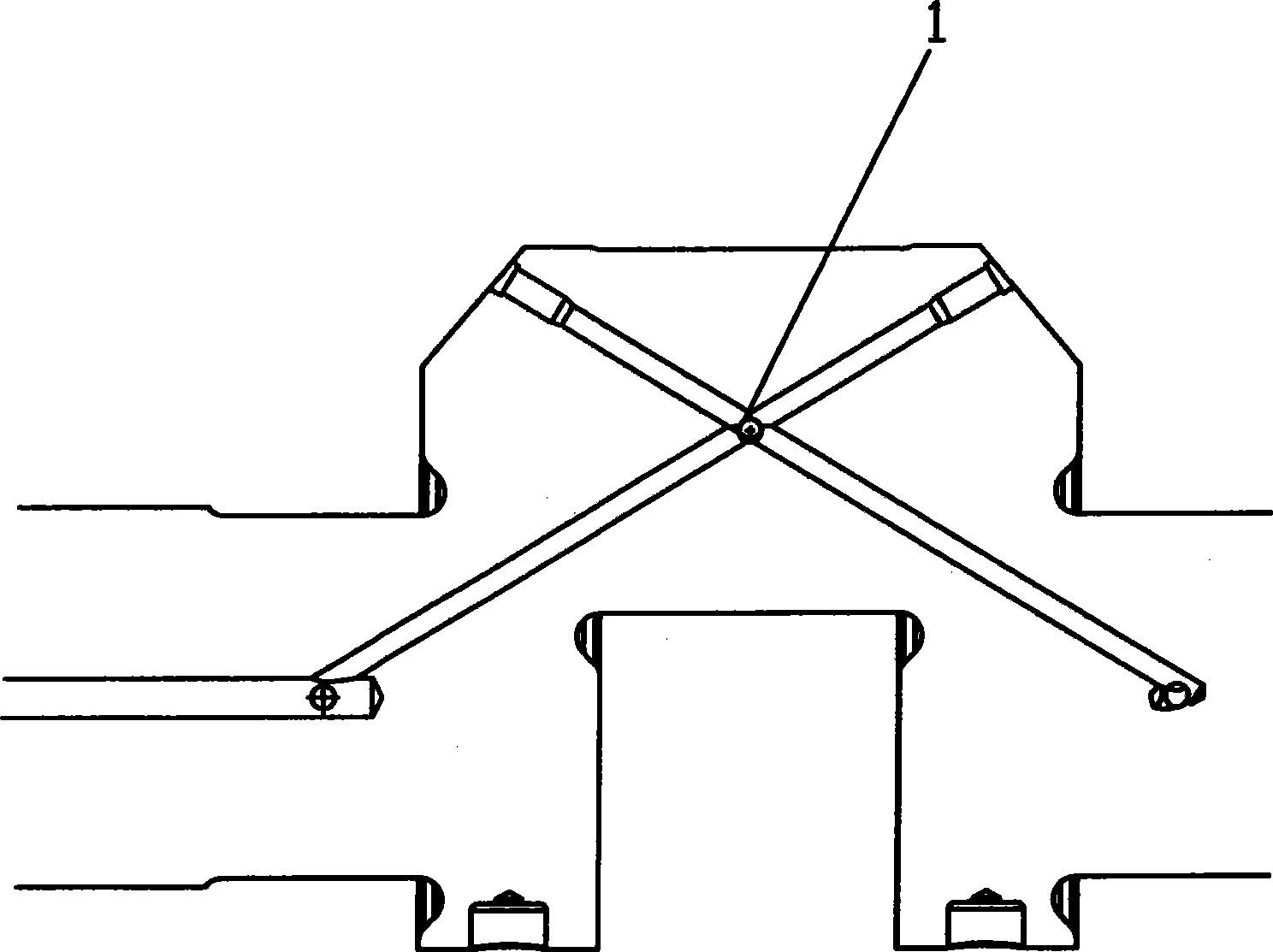
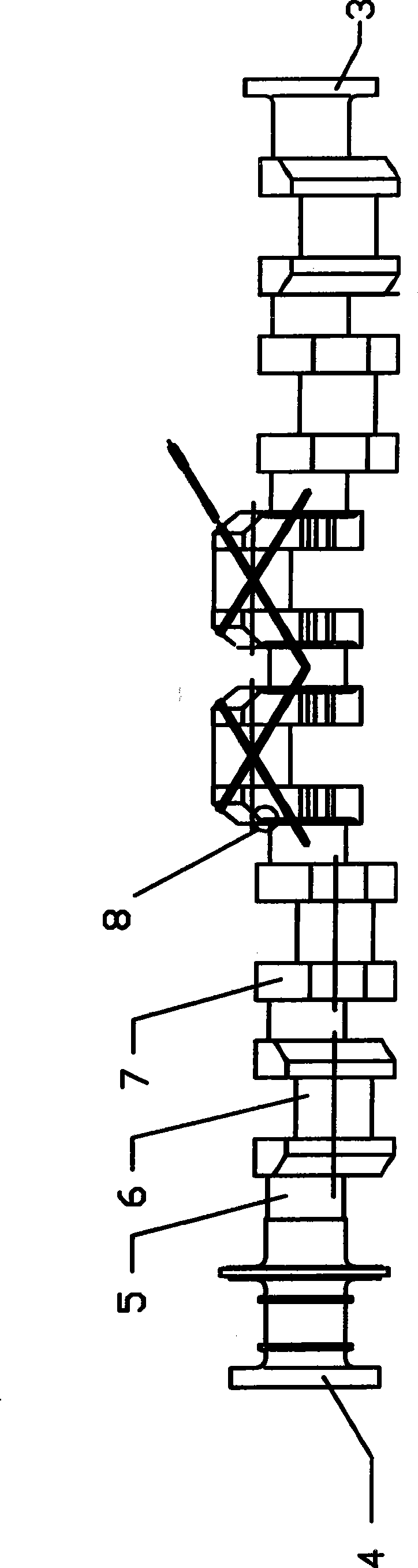
[0012] refer to image 3 , Figure 4 , The crankshaft of the medium-speed machine mainly consists of free end 3, thrust end 4, main journal 5, turning neck 6, turning arm 7 and other parts. Wherein there are load relief grooves 8, φ20 crossing oblique oil holes 1, and balance block surfaces 9.
[0013] When processing the crankshaft of a medium-speed machine, the crankshaft blank of the medium-speed machine is formed by TR pier forging in one time according to the traditional method, and then the main journal, turning neck, load relief groove, output end, and free end flange are milled, and the shape of the balance block and the crank arm is milled. , Drilling and machining of evenly distributed holes and screw holes on the end face of the flange, grinding the main journal and turning neck, and finishing.
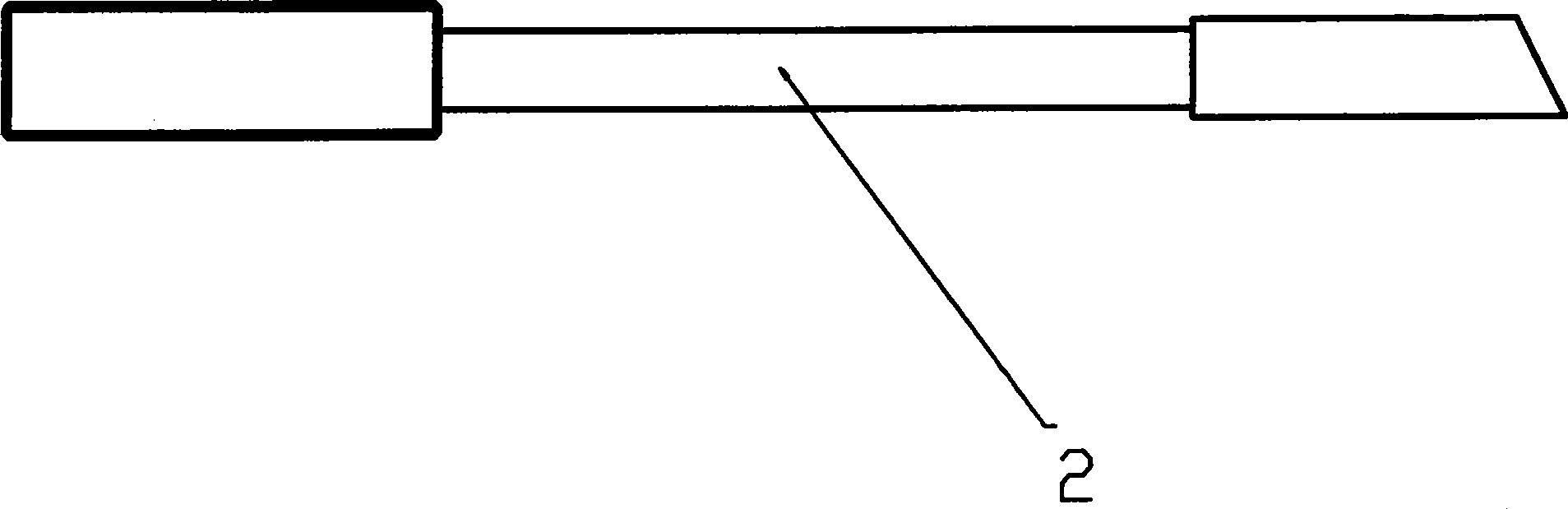
[0014] Machining by gun drilling figure 1 The shown 700mm long, φ206PC crankshaft oblique oil hole can be processed in 30 minutes, and the size and roughness can meet th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More