

Method for detecting high-strength steel fillet welding joint performance
A high-strength, fillet weld technology, applied in the direction of strength characteristics, measuring devices, instruments, etc., can solve the problem of no detection method, prevent the generation and expansion of micro-cracks, avoid multi-layer multi-pass welding, applicability strong effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
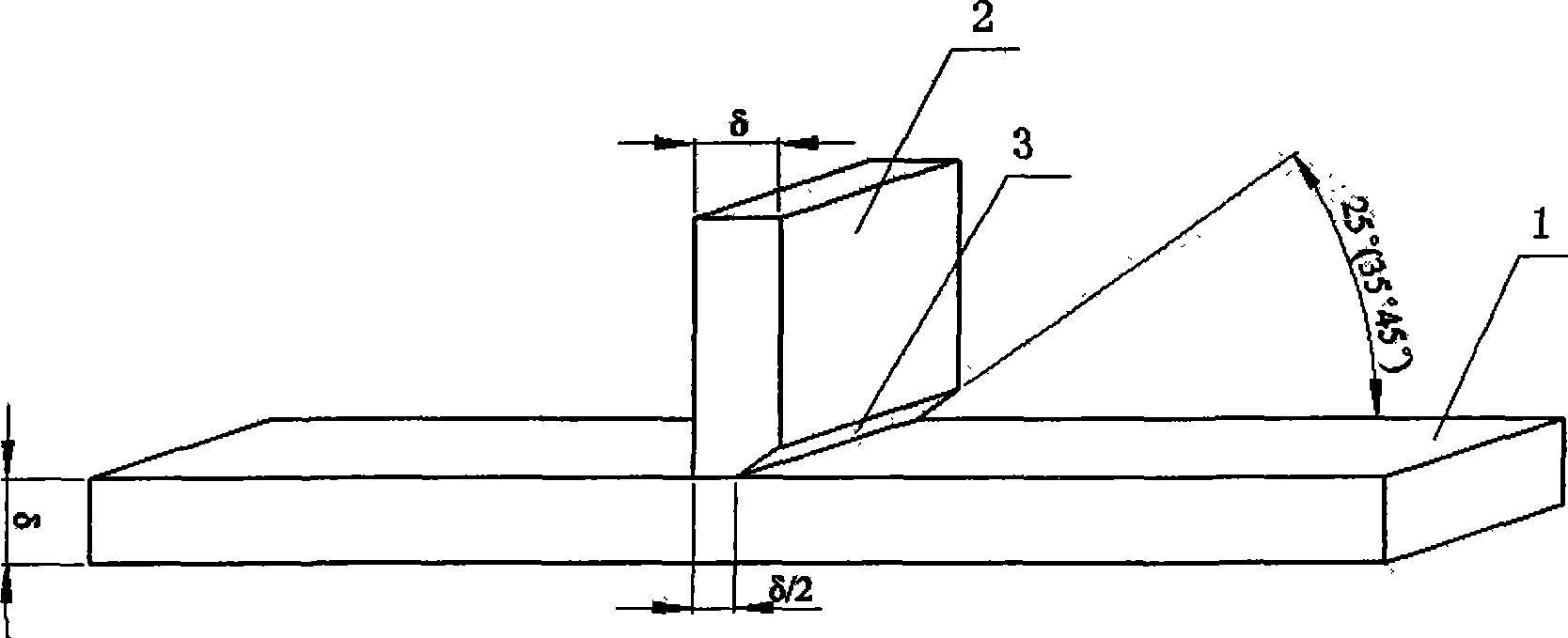
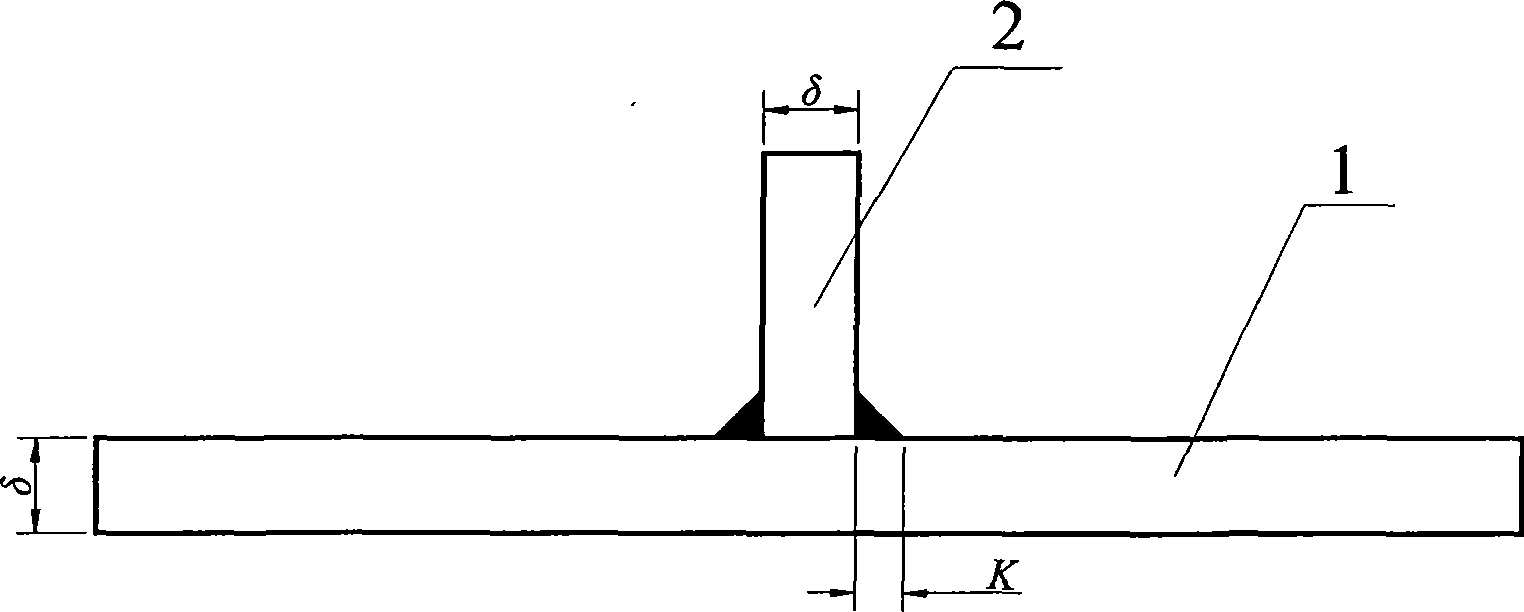
[0029] Base material: such as figure 1 As shown, Q550 low-alloy quenched and tempered high-strength steel with a thickness of 20mm is welded to a vertical plate 2 with a height of 45mm on three test plates 1 of 300mm×300mm to form a T-shaped structure. A single V-shaped groove 3 is made at the corner joint between the vertical plate 2 and the test plate 1, and the angles of the three grooves 3 are 25°, 35°, and 45° respectively.
[0030] Welding material: 600MPa gas shielded welding solid wire with a diameter of 1.2mm.
[0031] Welding method: Ar+CO 2 Mixed gas shielded welding, in which Ar and CO 2 The volume percentage is 80%:20%.
[0032] Welding process parameters: welding voltage 28V~29V, welding current 240V~270A, welding speed 0.4cm / s~0.5cm / s, welding heat input 13.4kJ / cm~19.6kJ / cm, shielding gas flow 15~20L / min; Number of welding layers: 3 layers, using multi-layer multi-pass welding; Number of welding passes: 8 passes when the groove angle is 25°, 16 passes when t...
Embodiment 2
[0037] Base material: such as figure 1 As shown, the HQ80 low-alloy high-strength steel with a thickness of 30mm, the vertical plates 2 of the three T-shaped joints are respectively opened with 25°, 35°, and 45° single V-shaped grooves 3, the size of the test plate 1 is 300mm×300mm, the vertical plate 2 The size is 300mm×60mm.
[0038] Welding material: 800MPa gas shielded welding solid wire with a diameter of 1.2mm.
[0039] Welding method: Ar+CO 2 Mixed gas shielded welding, in which Ar and CO 2 The volume percentage is 80%:20%.
[0040]Welding process parameters: welding voltage 27V~28V, welding current 230A~260A, welding speed 0.5cm / s, welding heat input 12.4kJ / cm~14.6kJ / cm, shielding gas flow 16~18L / min, number of welding layers: 3 Layer, using multi-layer multi-pass welding. Number of weld passes: 10 passes when the groove angle is 25°, 21 passes when the groove angle is 35°, and 35 passes when the groove angle is 45°.
[0041] Key points of welding technology: Wel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| impact absorption energy | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More