

Method for casting as-cast high-tenacity cast iron bearing cover of locomotive
A high-toughness, bearing cap technology, applied in the field of casting, can solve the problems of increasing product production energy consumption, difficulty in ensuring dimensional accuracy, and long production cycle, so as to avoid sand washing defects, reduce the possibility of oxygen slag, and achieve good results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0051] The casting method of the locomotive as-cast high-toughness nodular iron bearing cap of the present invention comprises the following steps:
[0052] (1) Sand mixing molding, core making and molding
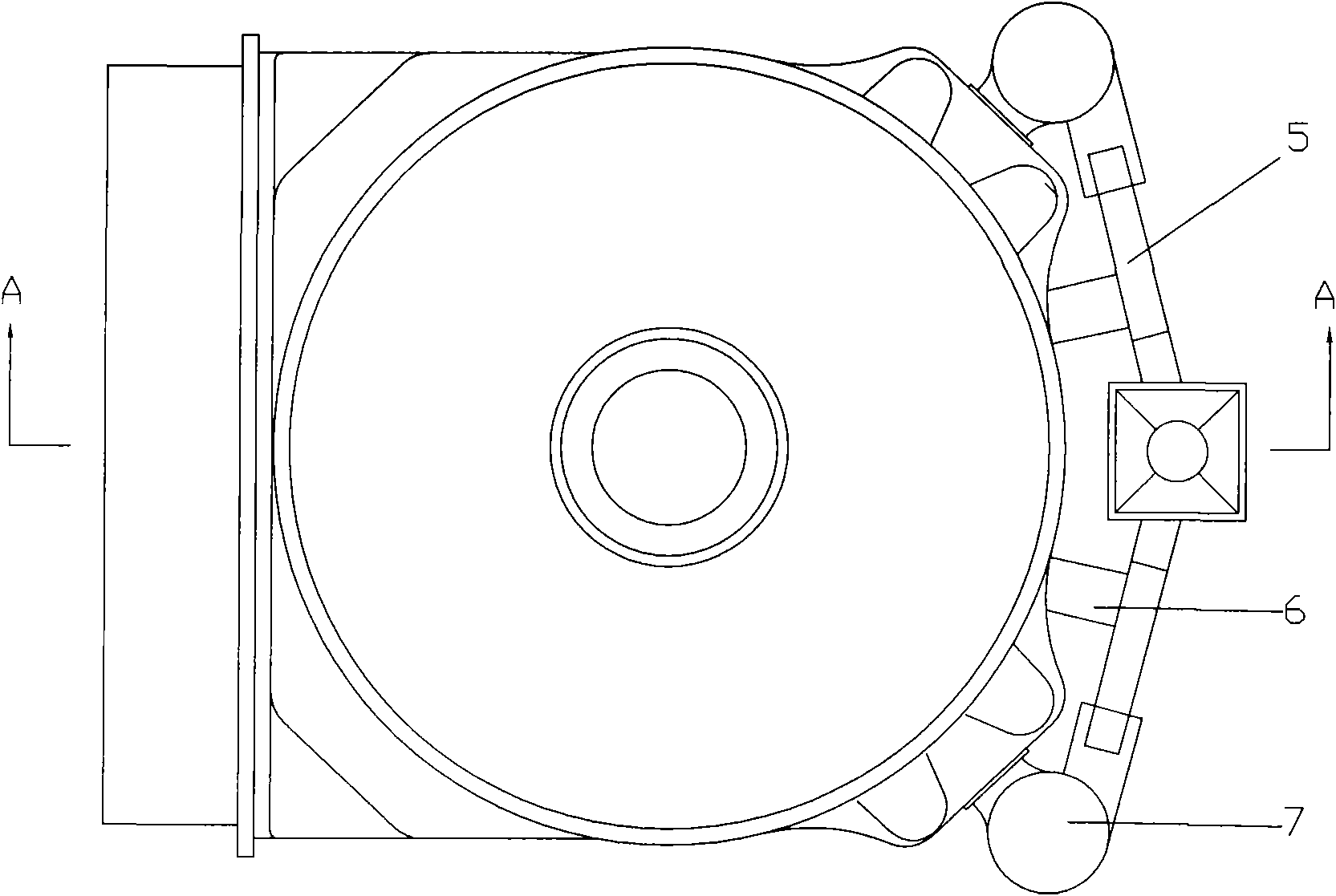
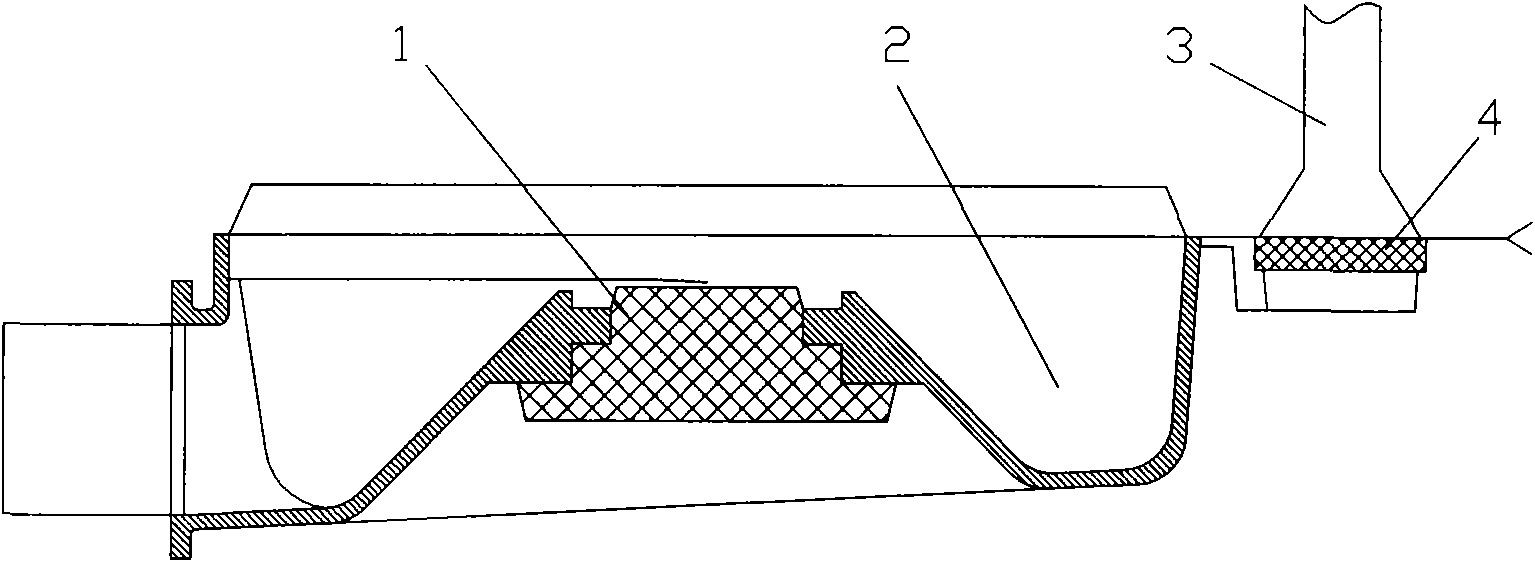
[0053] The bearing cover is made of furan resin self-setting sand and the cold iron core is placed when the sand is mixed. After the molding and core making, the mold is ejected, the mold is repaired, the paint is applied, the surface is dried, and the sand core 2 is lowered before the mold is closed, and the sprue 3 Place the ceramic foam filter piece 4 at the bottom, then form the top and bottom, tighten the box with bolts and wait for pouring see figure 1 , figure 2 .
[0054] (2) Charge smelting
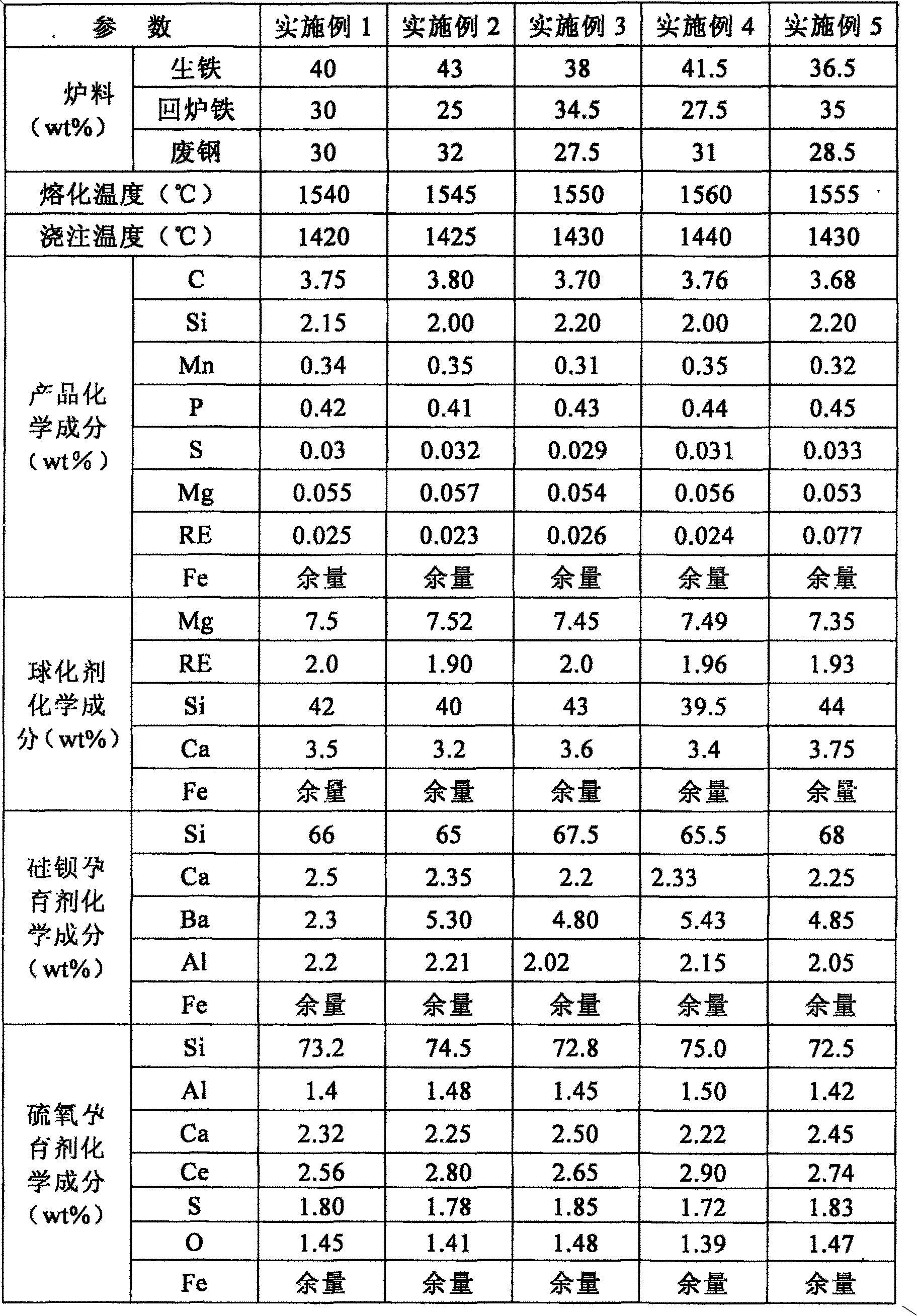
[0055] First configure the charge, the weight ratio of the charge is: 40% pig iron, 30% returned iron, 30% scrap steel; then put the prepared charge into the medium frequency induction furnace for molten iron melting, the melting temperature is 1540 ℃, stand still Keep w...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More