Method for preventing circularity over tolerance of large gear ring after heat treatment
A ring gear and large-scale technology, applied in heat treatment furnaces, heat treatment equipment, heat treatment process control, etc., can solve problems such as increased procedures, construction period, energy consumption and labor intensity, complex processing procedures of large ring gears, excessive deformation of parts, etc. Achieve the effects of avoiding waste products, shortening the manufacturing cycle, and simple operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
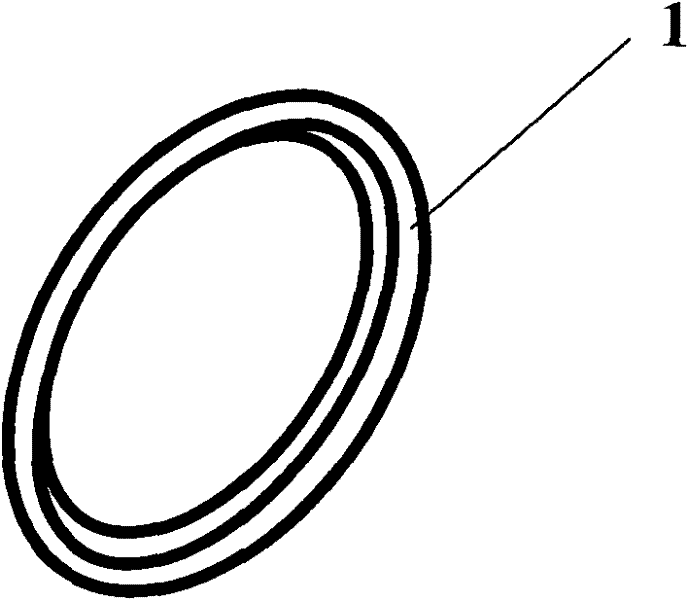
[0027] The present invention will be further described below in conjunction with the accompanying drawings. Such as Figure 1-3 As shown, a method to prevent the roundness of the large ring gear from being out of tolerance after heat treatment includes the following steps:
[0028] A. Pre-select the easily deformable large ring gear 1;
[0029] B. Perform quenching and tempering treatment on the large ring gear 1, that is, quenching + high temperature tempering, and control the final cooling temperature between the Ms point and the Mz point of the material after quenching;
[0030] C. Deformation measurement of the large ring gear 1;
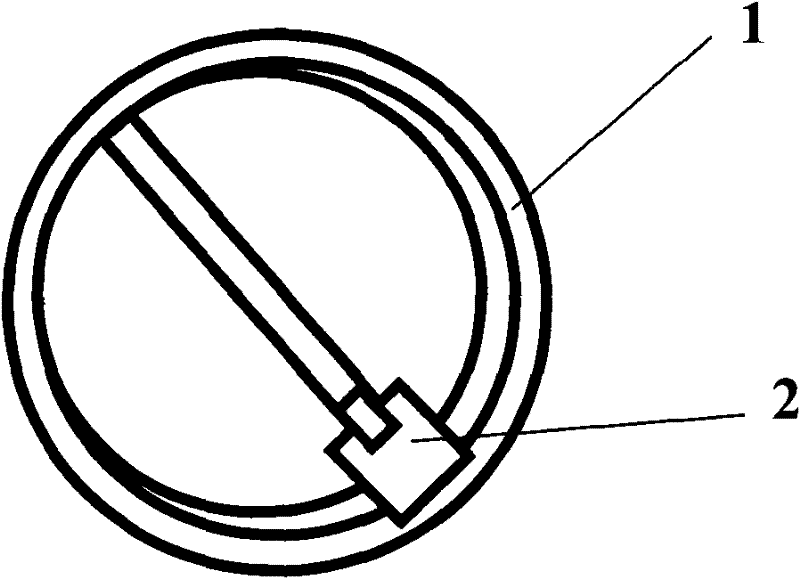
[0031] D. Put the large ring gear 1 with elliptical deformation at 1 / 4 of the height of the large ring gear 1 in the short axis direction of the large ring gear 1 with a jack 2 until the large ring gear 1 with elliptical deformation reaches the required size;
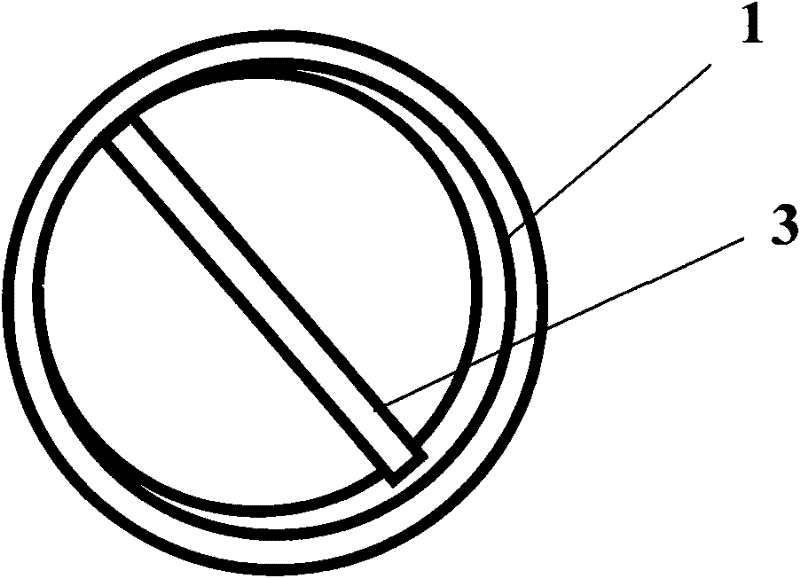
[0032] E. Place the pre-prepared jacking shaft 3 at 3 / 4 of the height of the large...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More