

Method for producing low nitriding amount and high magnetic induction oriented silicon steel strip
A technology of oriented silicon steel and production method, applied in the direction of coating, metal material coating process, metal rolling, etc., can solve the problems of high production process cost, etc., achieve the goal of reducing the amount of nitriding, reducing production cost and improving production efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
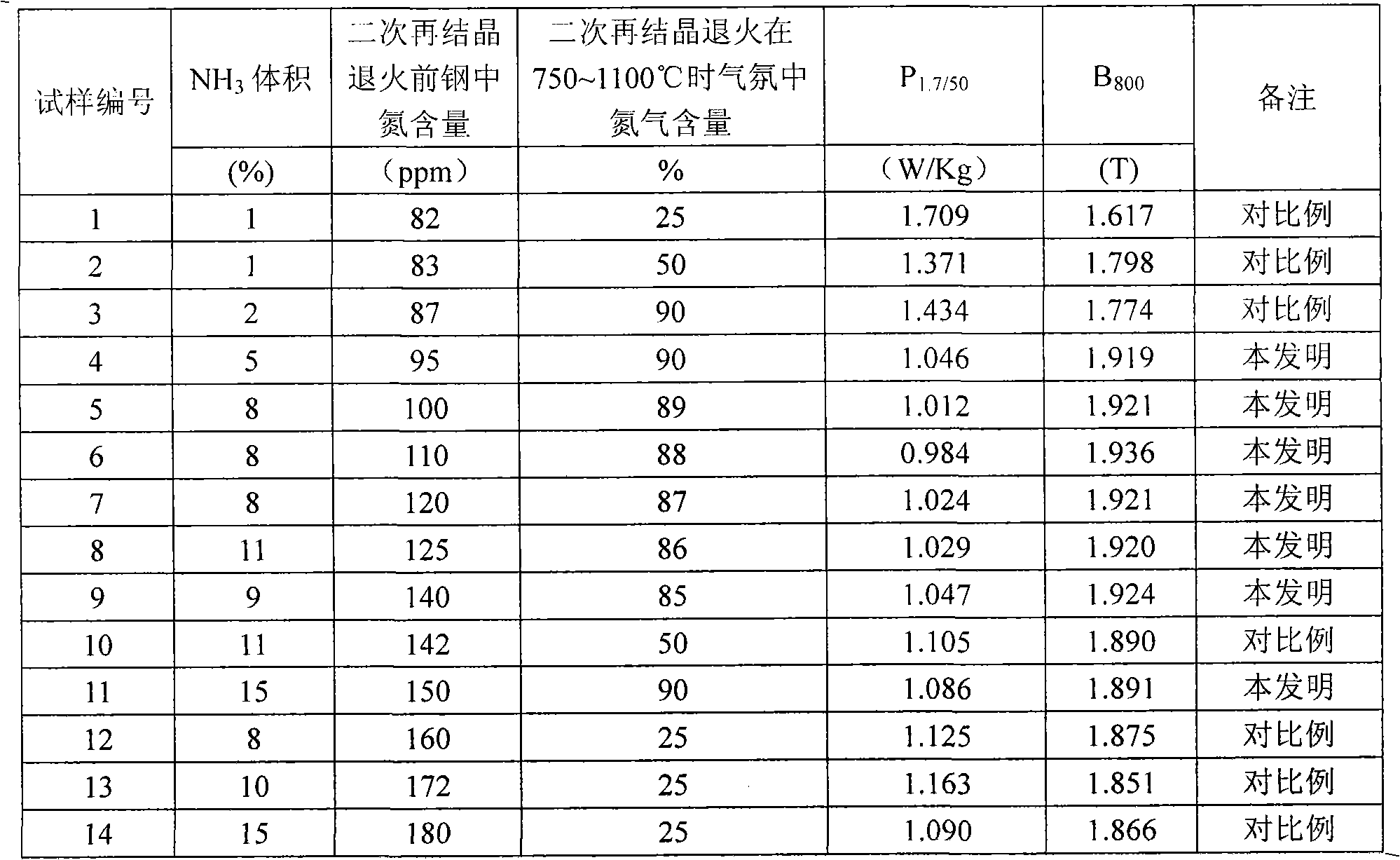
Embodiment and comparative example 1
[0031] A production method for rolling a continuous casting slab with a thickness of 210 mm into a low-nitriding high-magnetic induction oriented silicon steel strip comprises the following steps:
[0032] 1) In the molten steel continuous casting process, cast a continuous casting slab with a thickness of 210 mm, and control its chemical composition in terms of weight percentage: C: 0.050, Si: 3.25, Al sol : 0.032, N: 0.0055, Cu: 0.055, Sn: 0.085, Mn: 0.120, S: 0.010, Cr: 0.080, P: 0.015, Ti: 0.002, and the rest are Fe and inevitable inclusions.
[0033] 2) The obtained continuous casting slab is heated to 1170° C. for hot rolling, and rolled into a hot-rolled steel strip with a thickness of 2.3 mm, and the coiling temperature of the hot-rolled steel strip is controlled at 550° C.
[0034] 3) Two-stage annealing and normalization processes are used to process the obtained hot-rolled steel strip. The heating temperature of the first stage annealing and normalization process is...
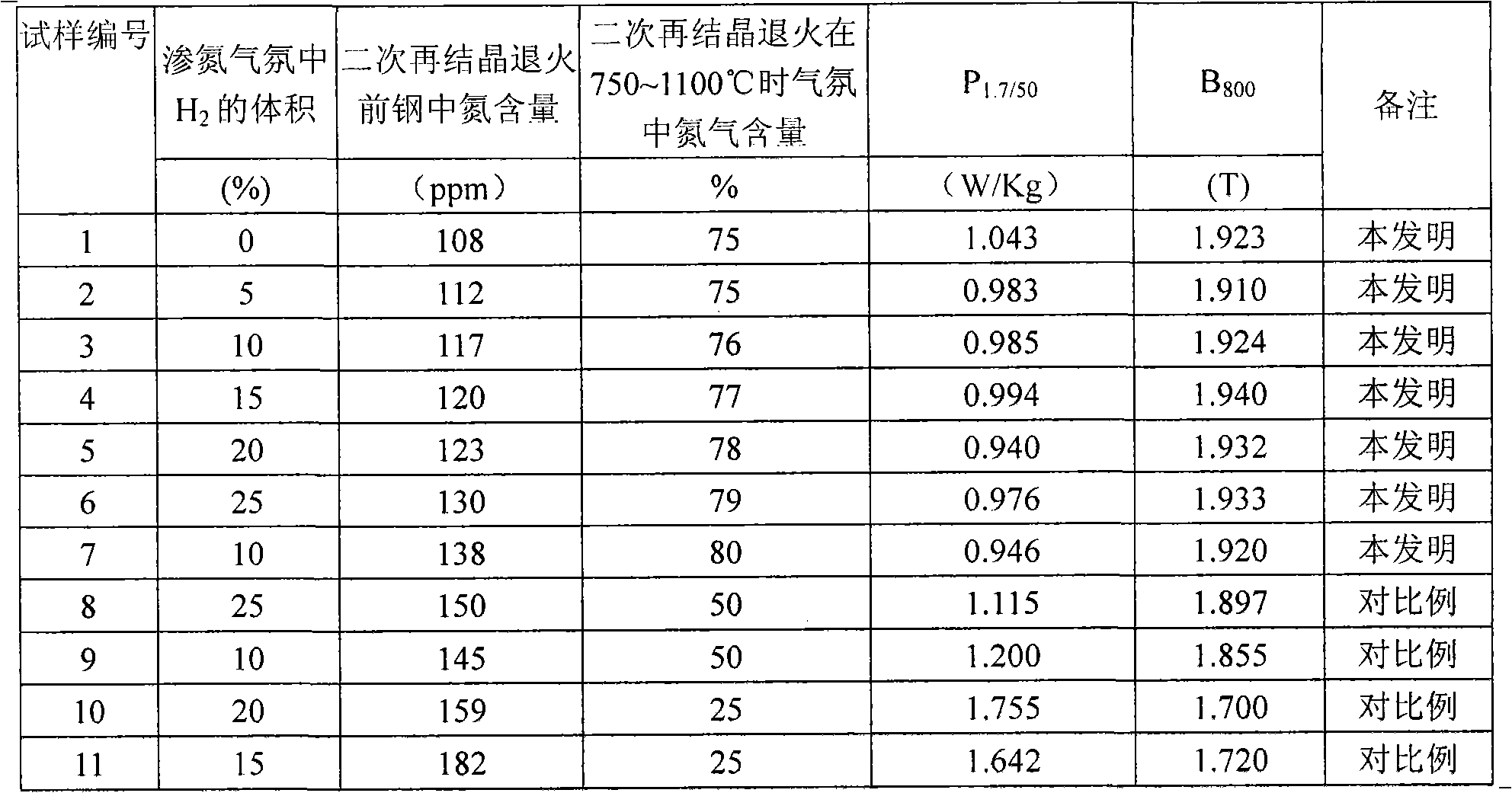
Embodiment and comparative example 2
[0045] A production method for rolling a continuous casting slab with a thickness of 230mm into a low nitriding amount high magnetic induction oriented silicon steel strip comprises the following steps:
[0046] 1) In the molten steel continuous casting process, cast a 230mm thick continuous casting slab, and control its chemical composition in terms of weight percentage: C: 0.059, Si: 3.12, Al sol : 0.0293, N: 0.0070, Cu: 0.050, Sn: 0.10, Mn: 0.07, S: 0.004, Cr: 0.13, P: 0.010, Ti: 0.002, and the rest are Fe and inevitable inclusions.
[0047] 2) The obtained continuous casting slab is heated to 1150° C. for hot rolling, and rolled into a hot-rolled steel strip with a thickness of 2.2 mm. The coiling temperature of the hot-rolled steel strip is controlled at 550° C.
[0048] 3) Two-stage annealing and normalization processes are used to process the obtained hot-rolled steel strip. The heating temperature of the first stage annealing and normalization process is 1100 ° C, and ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More