

Sand core structure for precasting high-pressure oil channel of engine cylinder cover and precasting method
An engine cylinder head, high-pressure oil technology, applied in the directions of casting molds, cores, casting mold components, etc., can solve the problems of increasing the burden of blank foundries and OEMs, reducing labor efficiency, and increasing processing hours, etc. The effect of promoting, improving labor productivity, and improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments, but not as a limitation of the present invention.
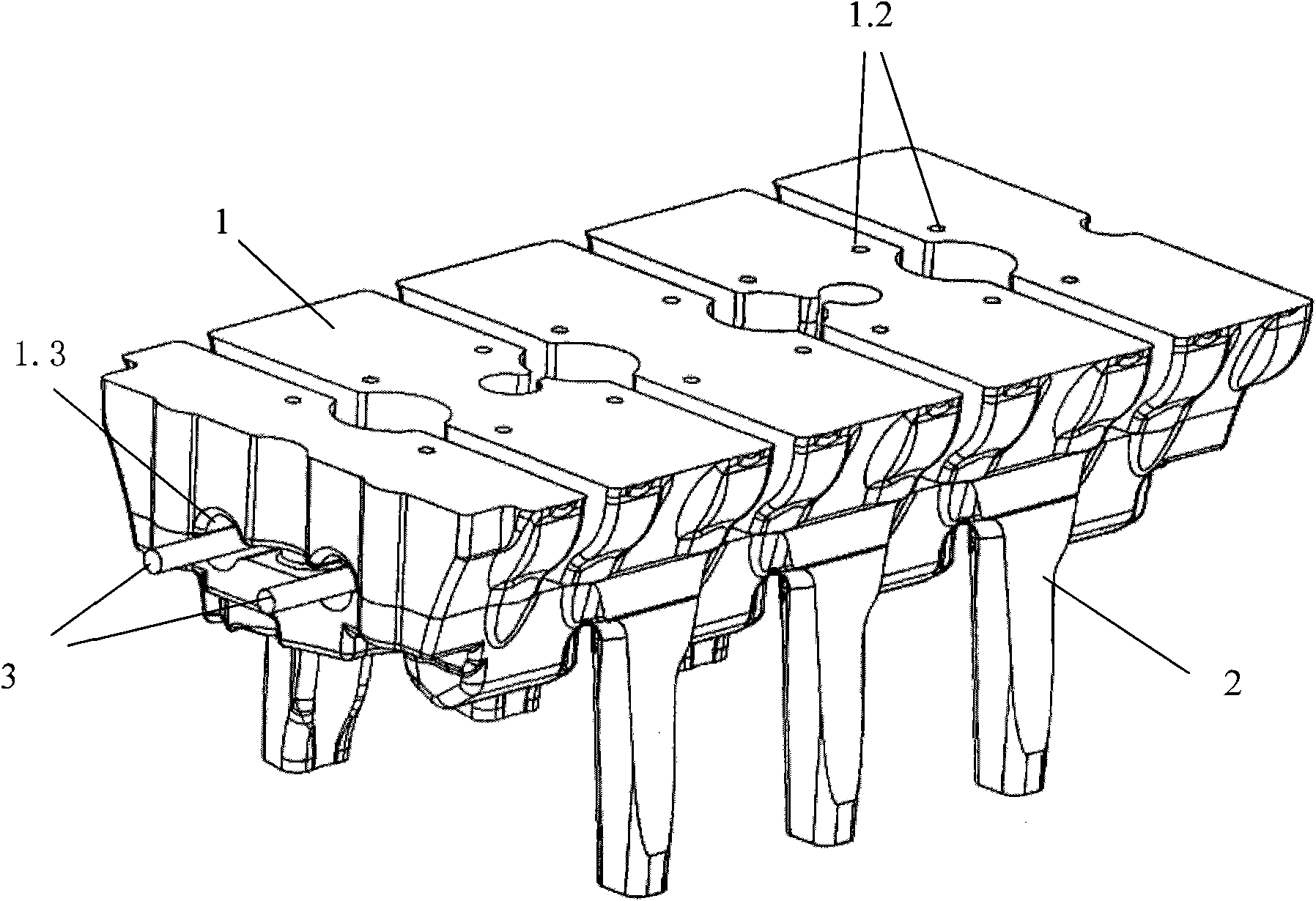
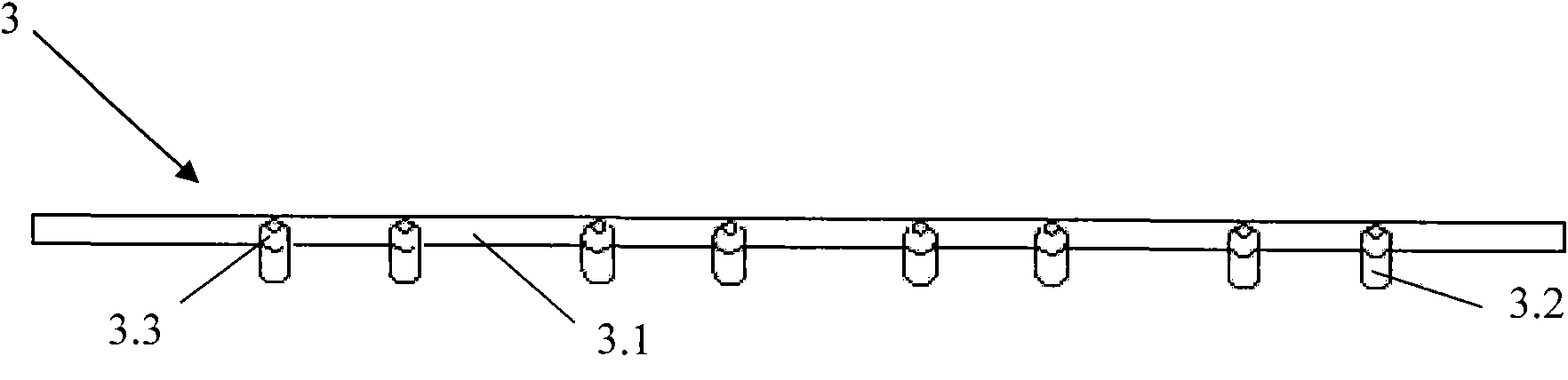
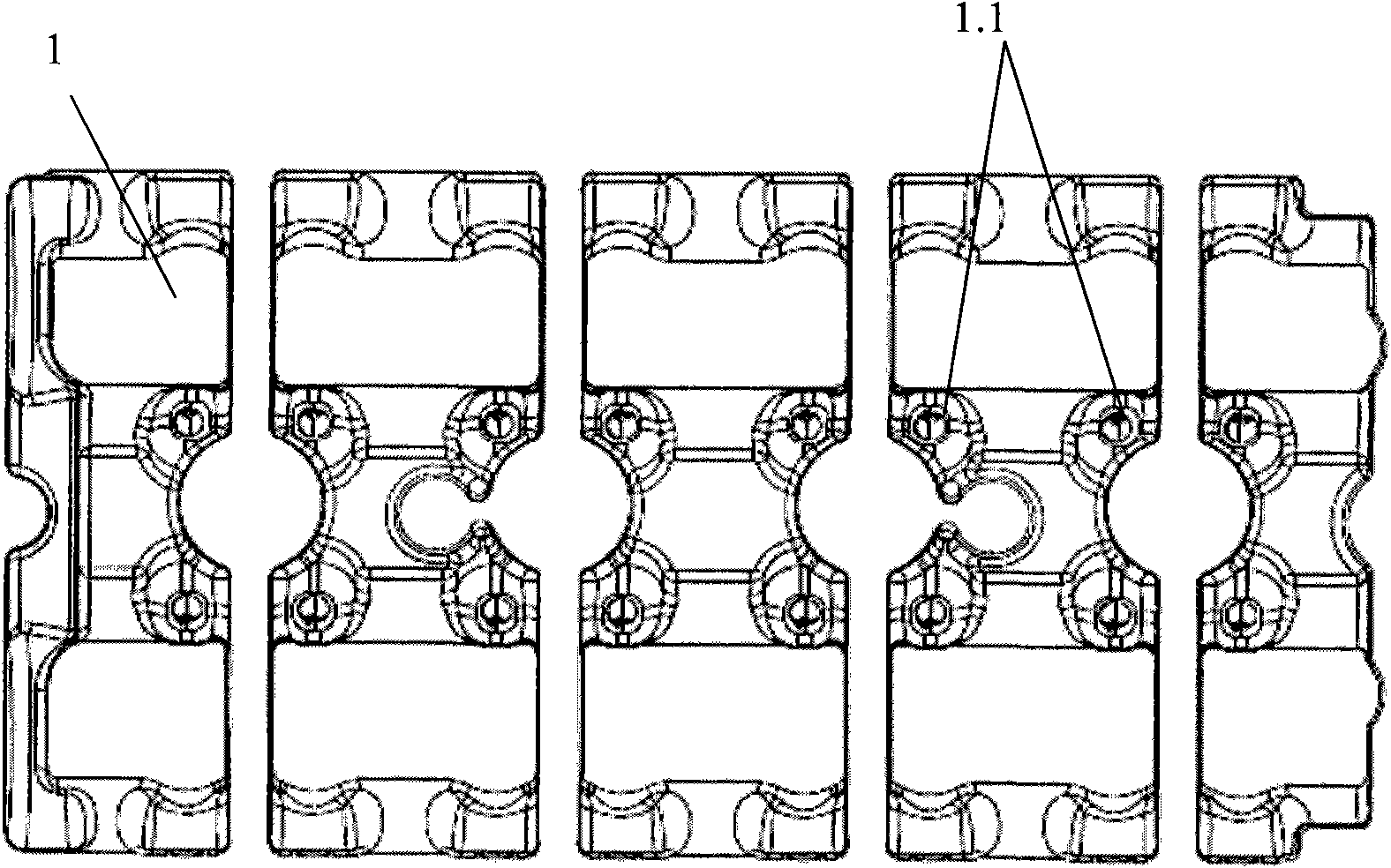
[0033] see figure 1 , the sand core structure used for precasting the high-pressure oil passage of the engine cylinder head, the middle of the lower part of the riser core 1 is correspondingly provided with a through hole 1.3, and the high-pressure oil passage sand core 3 is arranged in the through hole 1.3.
[0034] With the structure of the embodiment of the present invention, after the aluminum alloy cylinder head high-pressure oil passage is pre-cast, the leak test of the oil passage hole can be carried out in the foundry, which can not only strengthen the foundry's ability to control the oil passage leakage rejection rate, but also It can shorten the cycle of rectification of quality problems, thereby reducing the scrap rate in the process of processing. The risk of quality problem claims ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More