

Heat treatment process for hollow drill collar
A core drill and process technology, applied in heat treatment furnaces, heat treatment equipment, heat treatment process control and other directions, can solve problems such as affecting production progress and product quality, lack of mature technology, long product production cycle, etc., to shorten production time and save money. The effect of energy consumption and production cycle shortening
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] A hollow drill collar heat treatment process, the steps comprising:
[0018] 1) The workpiece is machined to process the inner hole of the drill collar. At this time, the machining diameter of the inner hole is required to be reduced by a certain value compared with the final required design diameter. See Table 1 for the specific reduction value.
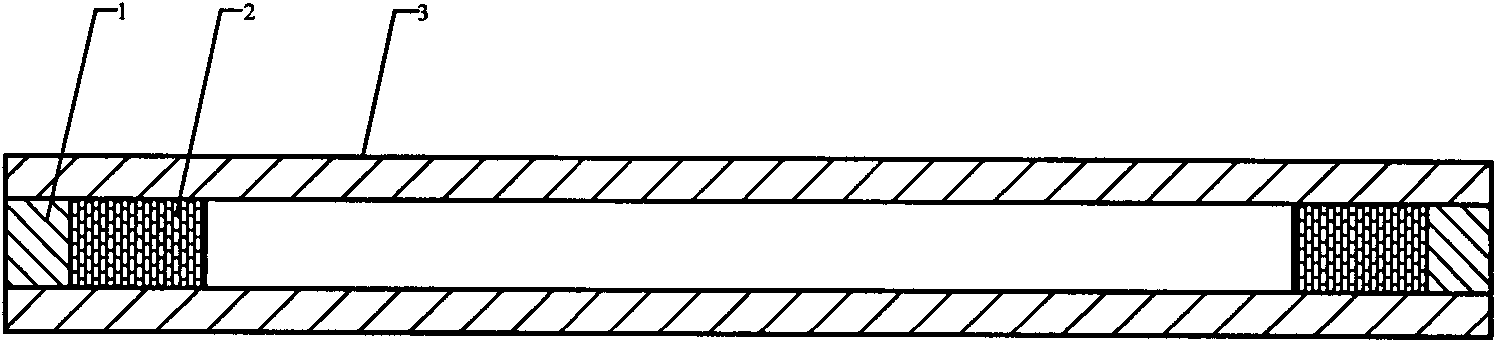
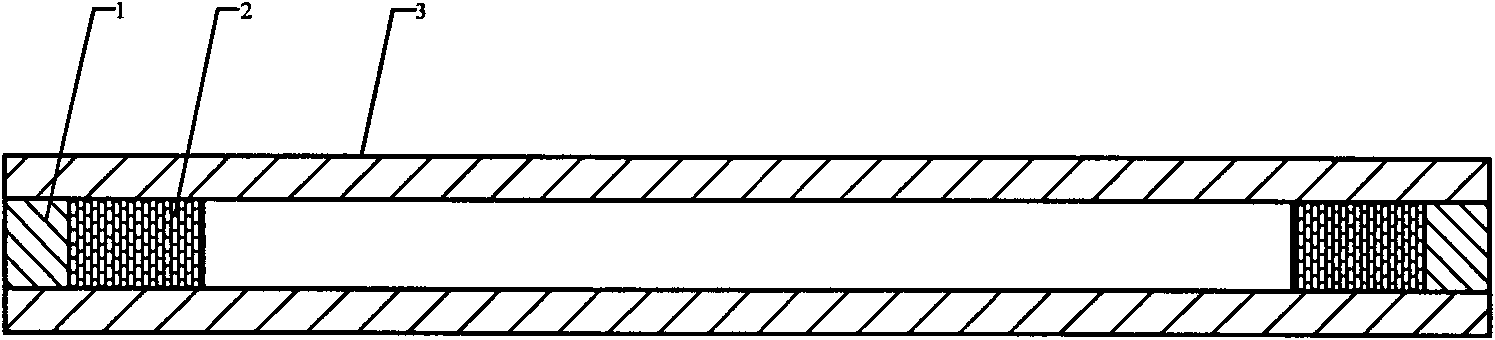
[0019] 2) Plugging the inner hole: such as figure 1 As shown, rock wool 2 is first inserted into the inner hole of the hollow drill collar 3, and then the upper port is blocked with refractory mud 1.
[0020] 3) Feeding: Hoist the hollow lead rod and hollow drill collar 3 of the same specification to the feeding roller table and send them into the intermediate frequency furnace.
[0021] 4) Quenching: Heating the workpiece to 850-900°C to achieve uniform austenitization inside and outside the workpiece; spraying water cooling (water temperature 32-44°C) on the workpiece to obtain a martensitic structure.
[0022] 5) Temperi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More