

Flame retardant ABS master batch and preparation method thereof
A masterbatch, flame retardant technology, applied in the polymer field, can solve problems such as limited application, and achieve the effect of simple processing technology
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0021] A preparation method of flame-retardant ABS masterbatch, is characterized in that, comprises the following steps:
[0022] a: Weigh the carrier resin and flame retardant according to the ratio of parts by mass, and mix them evenly;
[0023] B: take by weighing zinc stearate and the mixture in a according to the proportioning of parts by mass, and mix uniformly;
[0024] c: Put the mixed raw materials in b into the hopper of the twin-screw extruder, melt and extrude, and granulate to obtain the flame-retardant masterbatch; the processing technology is as follows: the temperature in the first zone of the twin-screw extruder is 200-210°C, The temperature in the second zone is 220-240℃, the temperature in the third zone is 220-240℃, the temperature in the fourth zone is 220-240℃, the temperature in the fifth zone is 220-240℃, the temperature in the sixth zone is 220-240℃, the temperature in the seventh zone is 220-240℃, and the temperature in the eighth zone 220-240°C, the...
Embodiment 1
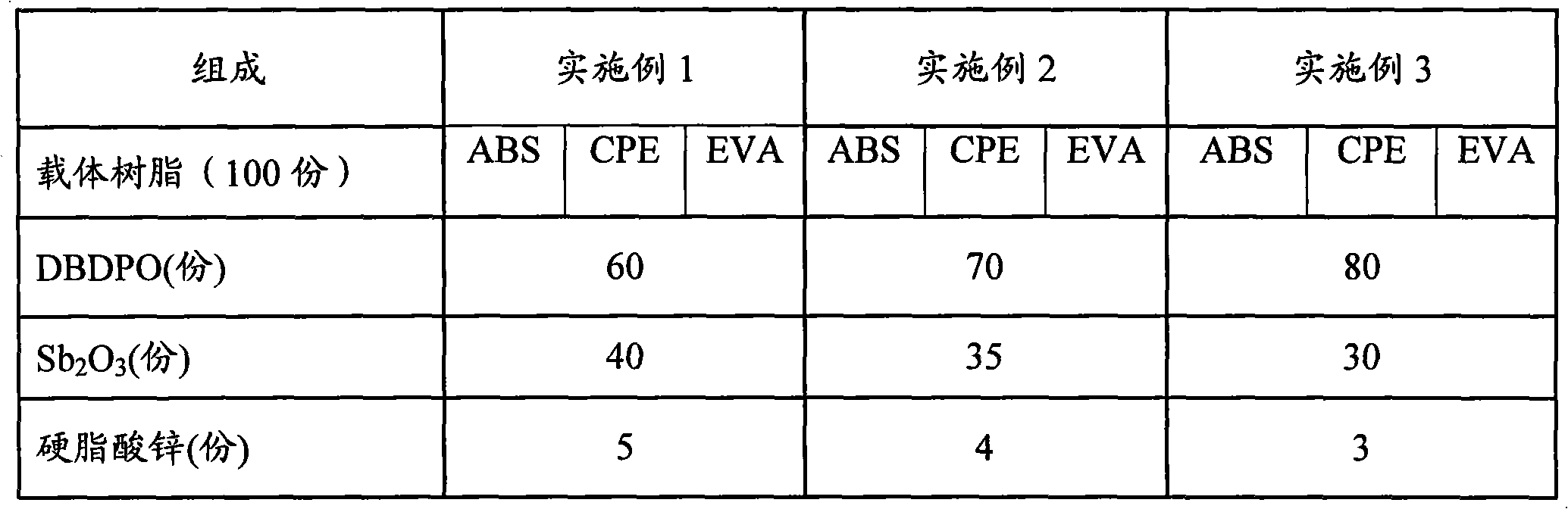
[0027] Three kinds of carrier resins are respectively 100 parts by mass parts, DBDPO60 parts, Sb 2 o 3 40 parts, 5 parts of zinc stearate, mixed at high and low speed for 3-5 MIN. Afterwards, the mixed materials are put into the hopper of the twin-screw extruder, melted and blended, extruded and granulated to form a composite material. Among them, the processing temperature settings of each zone of the screw are: the temperature of the first zone is 200-210°C, the temperature of the second zone is 220-240°C, the temperature of the third zone is 220-240°C, the temperature of the fourth zone is 220-240°C, the temperature of the fifth zone is 220-240°C, The temperature of the sixth zone is 220-240°C, the temperature of the seventh zone is 220-240°C, the temperature of the eighth zone is 220-240°C, the temperature of the die head is 200-220°C, the residence time is 1-2min, and the pressure is 10-16MPa.
Embodiment 2
[0029] Three kinds of carrier resins are respectively 100 parts by mass parts, DBDPO70 parts, Sb 2 o 3 35 parts, 4 parts of zinc stearate, mixed at high and low speed for 3-5min. Afterwards, the mixed materials are put into the hopper of the twin-screw extruder, melted and blended, extruded and granulated to form a composite material. Among them, the processing temperature settings of each zone of the screw are: the temperature of the first zone is 200-210°C, the temperature of the second zone is 220-140°C, the temperature of the third zone is 220-240°C, the temperature of the fourth zone is 220-240°C, the temperature of the fifth zone is 220-240°C, The temperature of the sixth zone is 220-240°C, the temperature of the seventh zone is 220-240°C, the temperature of the eighth zone is 220-240°C, the temperature of the die head is 200-220°C, the residence time is 1-2min, and the pressure is 10-16MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| oxygen index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More