

Welding forming method of thin invar alloy
A technology of Invar alloy and alloy, which is applied in the field of welding and forming of thin Invar alloy, can solve the problems of weld reinforcement, which has not been reported yet, and is harsh, and achieve automation, automation, and positive and negative reinforcement. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
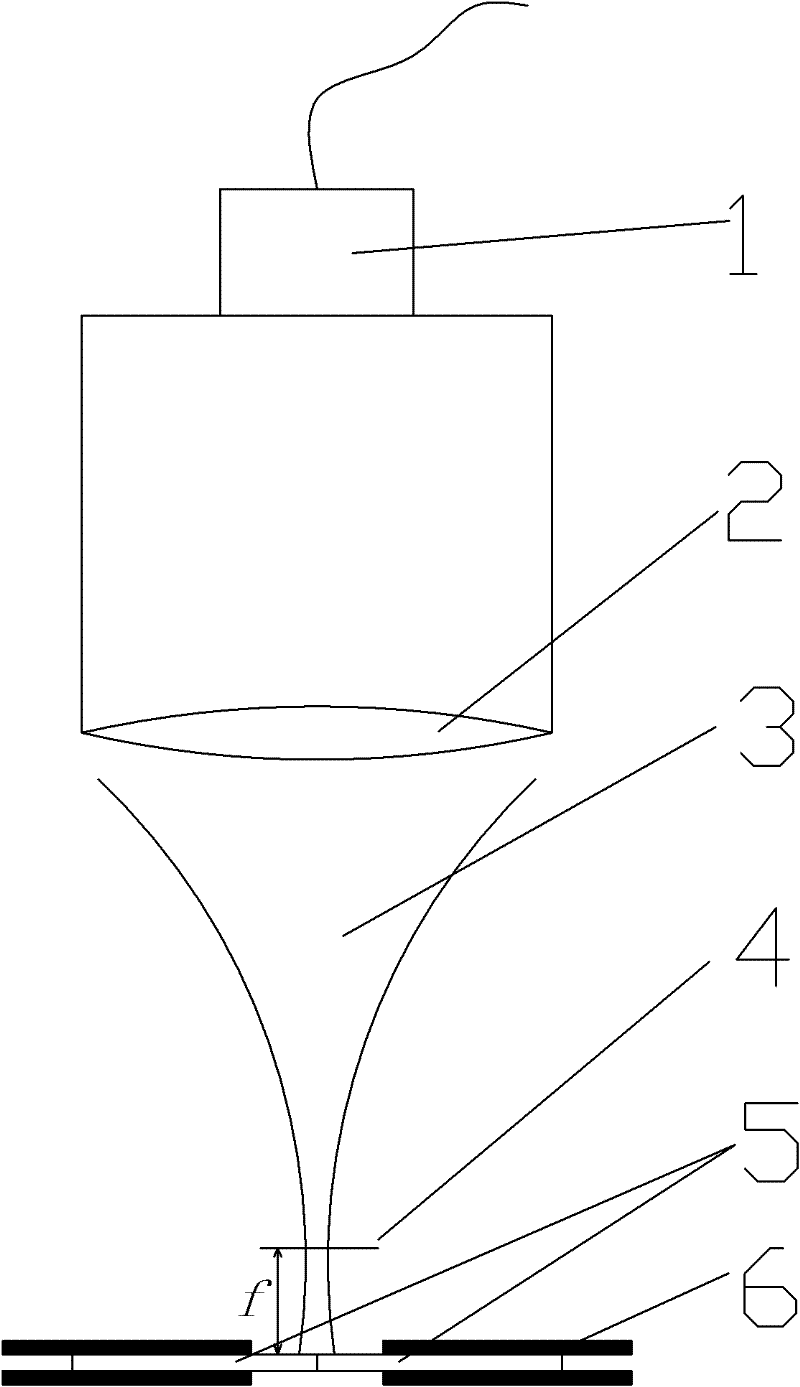
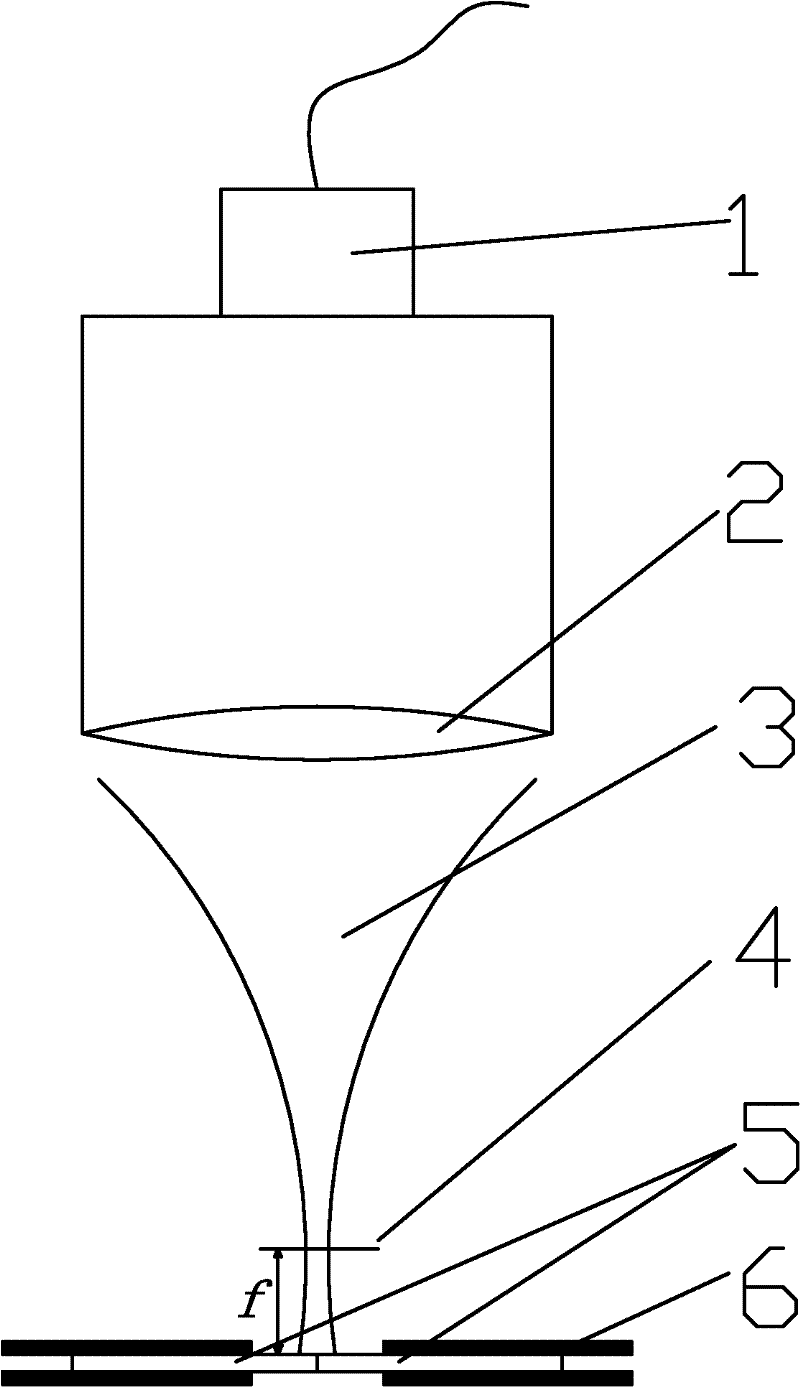
[0024] The present invention will be further described below in conjunction with the accompanying drawings. Such as Figure 1-2 As shown, a welding forming method of thin Invar alloy is welded by using Nd:YAG laser, online video system 1 and focusing lens 2, etc., including the following steps:
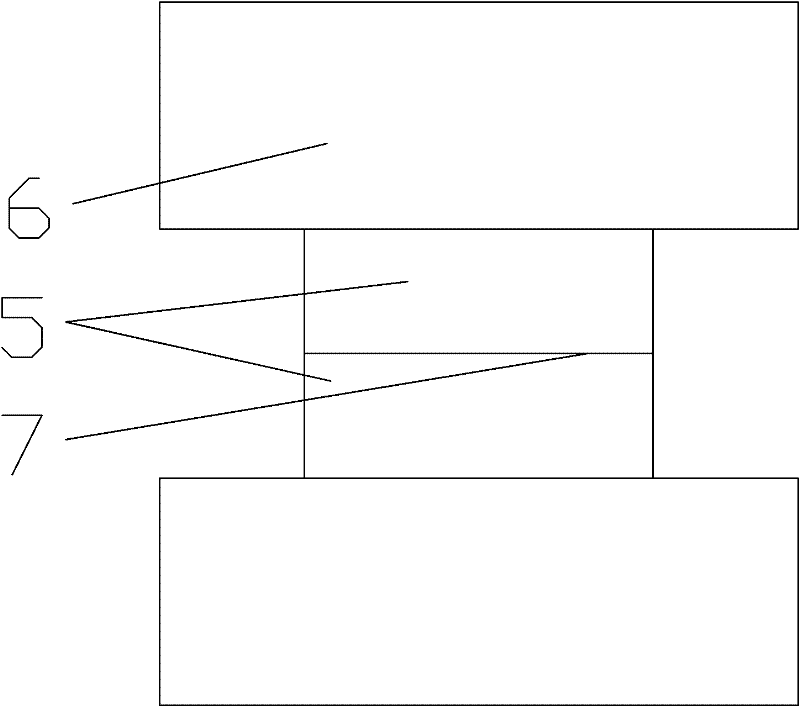
[0025] A. Use mechanical methods to treat the surroundings of the weld 7 and then wipe and clean it with acetone to ensure that the surroundings of the butt weld 7 are smooth and free of oxide layers and oil stains;
[0026] B. Fix the cleaned Invar alloy 5 to the fixture 6 to ensure good alignment;
[0027] C. Fix the Invar alloy 5 to the fixture 6 and install it on the workbench, adjust the pulse width and pulse frequency of the Nd:YAG laser, the relative position of the laser and the thin Invar alloy 5, and the pressure of the side blowing protective gas to determine the appropriate laser Average linear energy density;
[0028] D. Form welding the thin Invar alloy 5 with the las...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More