Acoustic emission device and method for detecting destructive failure of carbon fiber composite material
A composite material, acoustic emission technology, applied in the direction of material analysis using acoustic emission technology, can solve the problems of expensive equipment, low sensitivity of small defects, inclusions, etc., to achieve the effect of simple operation, continuous real-time signal feedback, and high sensitivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0035] The carbon fiber composite material damage failure acoustic emission detection method of the present invention comprises the following steps:
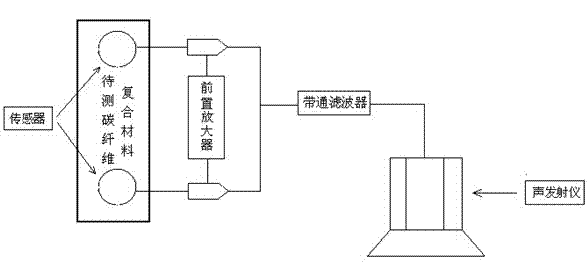
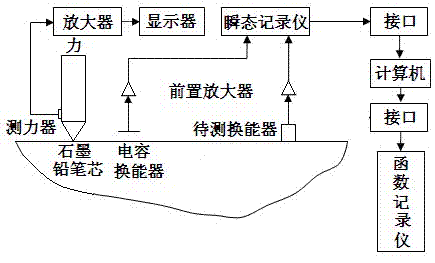
[0036] 1. Determination and installation of sensor spacing
[0037] The distance between the two sensors is determined by the pencil lead analog acoustic emission signal device. The two sensors are fixed on the surface of the carbon fiber composite material, and the coupling agent is filled between the sensor and the carbon fiber composite material to be tested, so that there is good acoustic coupling between the two. The coupling agent can be petroleum jelly, but is not limited thereto.
[0038] 2. Obtaining acoustic emission signals of composite material failure failure
[0039] Use the electro-hydraulic servo material testing system (MTS810-25ton) to test various Tensile tests were carried out on laminate samples with ply angles and different hole sizes, and the 48-channel acoustic emission instrument produced by the Americ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More