

Combined carburizing and quenching process for improving gear performance
A composite infiltration and performance technology, applied in the field of quenching, can solve the problems of long production cycle, high energy consumption, coarse grains, etc., and achieve the effect of reducing heat treatment energy consumption, shortening process time, and optimizing process energy saving.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
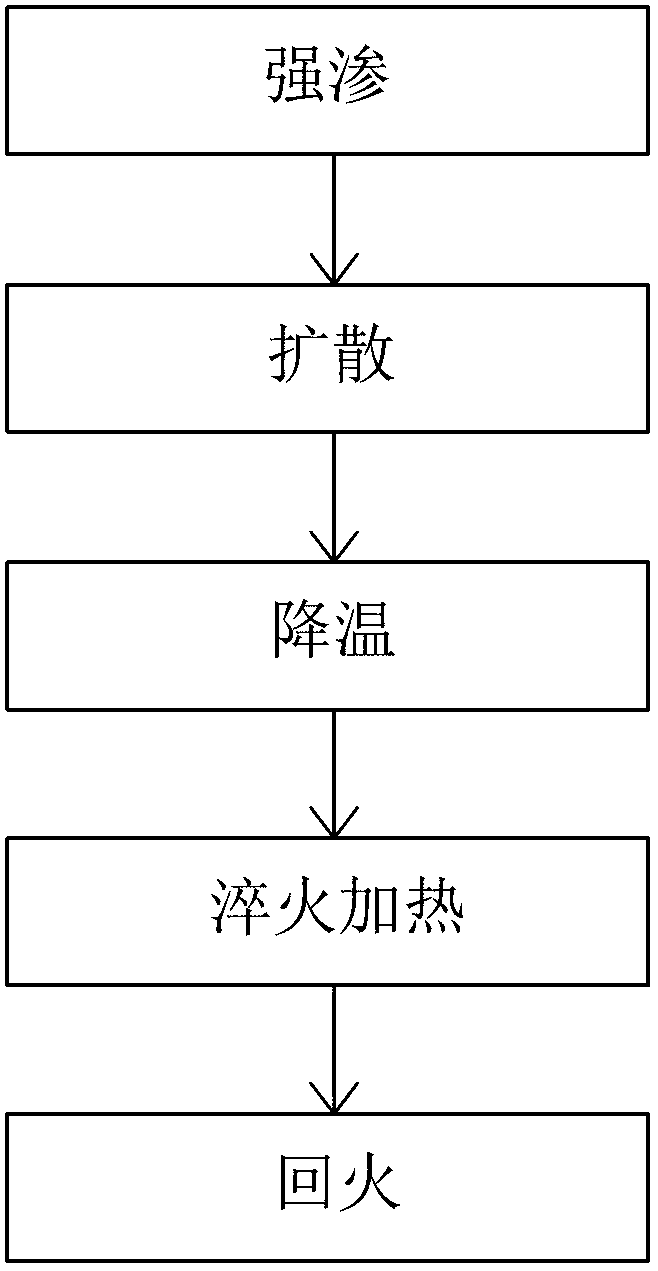
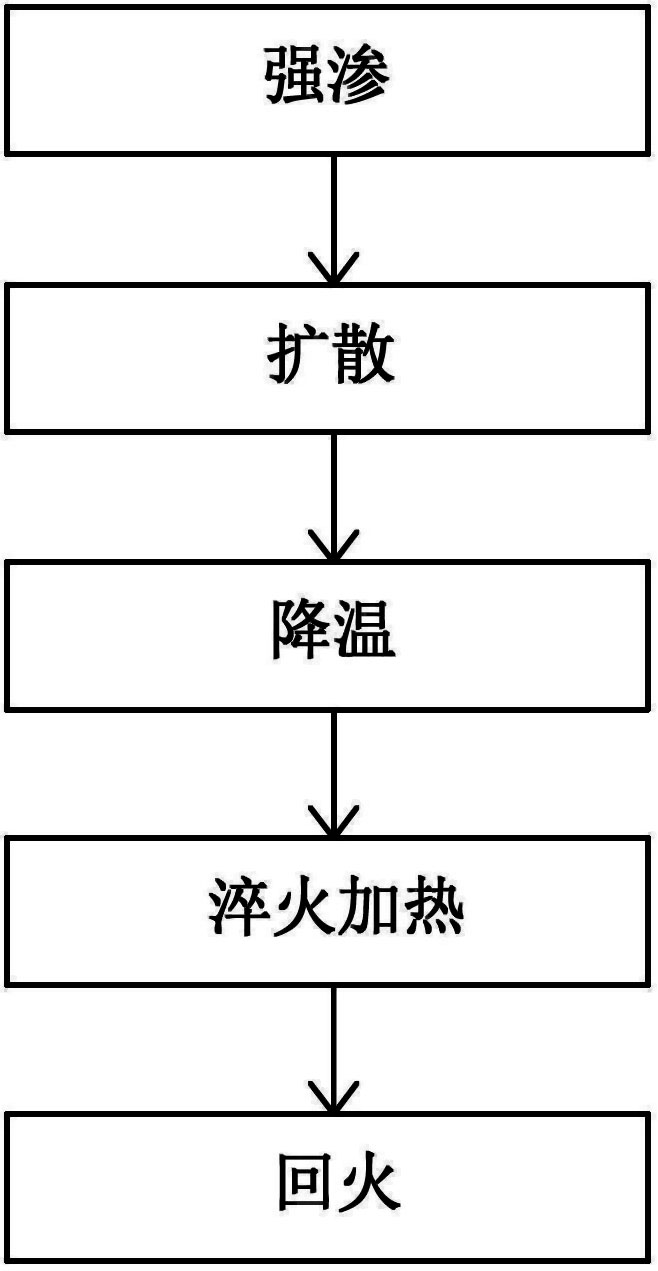
[0030] Take the gear made of alloy steel material (20CrMo), enter the furnace when the furnace temperature of the carburizing furnace is 810 to 820 degrees, because the gear enters, the furnace temperature decreases, and the temperature is raised when the furnace temperature drops to 740 degrees. At the same time, start the exhaust system to exhaust the furnace so that the furnace pressure is controlled at 15Pa, and the carbon potential is 1%cp to carry out the strong carburizing stage. After keeping for about 120 minutes, sampling, when the carburizing depth reaches 0.02 to 0.03 mm, the strong infiltration stage ends, and the carbon potential is controlled to 1.0% cp to carry out the diffusion stage. After holding for 80 minutes, sampling, and the carbon depth can be ended when it reaches 0.04 to 0.05 mm . After the heating is stopped, the furnace temperature of the carburizing furnace decreases slowly, and when it drops to 600 ° C, it is kept at a constant temperature for 2 ...
Embodiment 2
[0033] Take the gear made of alloy steel material (20CrMnTi), enter the furnace when the furnace temperature of the carburizing furnace is 810 to 820 degrees, because the gear enters, the furnace temperature drops, and the furnace temperature is raised when the furnace temperature drops to 750 degrees. At the same time, start the exhaust system to exhaust the furnace so that the furnace pressure is controlled at 15Pa, and the carbon potential is 1.1%cp to carry out the strong carburizing stage. After keeping for about 100 minutes, sampling, when the carburizing depth reaches 0.02 to 0.03 mm, the strong infiltration stage ends, and the carbon potential is controlled at 0.9% cp to carry out the diffusion stage. After keeping for 70 minutes, sampling, and the carbon depth reaches 0.04 to 0.05 mm. It can end . After the heating is stopped, the furnace temperature of the carburizing furnace decreases slowly, and when it drops to 610 ° C, it is kept at a constant temperature for 1.5...
Embodiment 3
[0036] Take the gear made of alloy steel material (20CrMnMo), enter the furnace when the furnace temperature of the carburizing furnace is 810 to 820 degrees, because the gear enters, the furnace temperature drops, and the furnace temperature is raised when the furnace temperature drops to 760 degrees. At the same time, start the exhaust system to exhaust the furnace so that the furnace pressure is controlled at 15Pa, and the carbon potential is 1.2%cp to carry out the strong carburizing stage. After keeping for about 100 minutes, sampling, when the carburizing depth reaches 0.02 to 0.03 mm, the strong infiltration stage ends, and the carbon potential is controlled to 1.0%cp to carry out the diffusion stage. After keeping for 70 minutes, sampling, and the carbon depth can be ended when it reaches 0.04 to 0.05 mm . After the heating is stopped, the furnace temperature of the carburizing furnace decreases slowly, and when it drops to 620 degrees, it is kept at a constant tempera...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More