Casting process for piston shell
A casting process and shell technology, which is applied in the field of piston shell casting, can solve the problems of high scrap rate, waste of resources and time, high product density, etc., to reduce production costs, increase service life, and have good processing performance Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
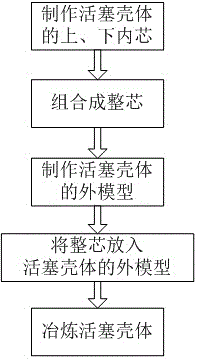
[0030] Such as figure 1 The casting process of the shown piston housing of the present invention comprises the following steps:
[0031] The first step is to make the upper and lower inner cores of the piston housing;
[0032] The second step is to combine the cast upper and lower inner cores into a whole core;
[0033] The third step is to use resin sand to cast the outer model of the piston housing;
[0034] In the fourth step, after taking out the outer model described in the third step, put the whole core described in the second step into the outer model to form the piston shell model;
[0035] The fifth step is to smelt the piston housing
[0036] The first step is to make the upper and lower inner cores of the piston housing, which specifically includes the following steps:
[0037] 1) Fill the hot core box with peritoneal sand,
[0038] 2) Electric heating of the hot core box, so that the temperature of the hot core box is between 500°C and 700°C;
[0039] 3) Take...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More