

Method for welding carbon steel medium plate
A welding method and technology for thick plates, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems such as low production efficiency, poor quality, and poor realizability, and achieve strong practicability, simple operation, and high economy Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
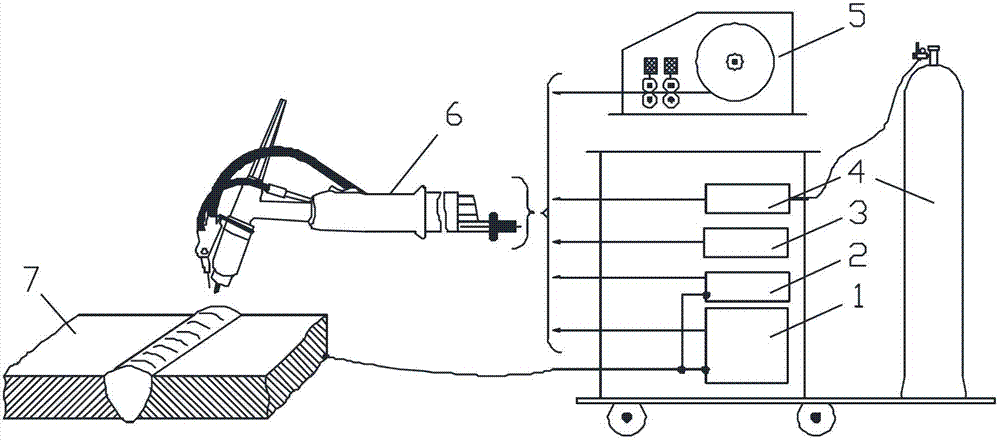
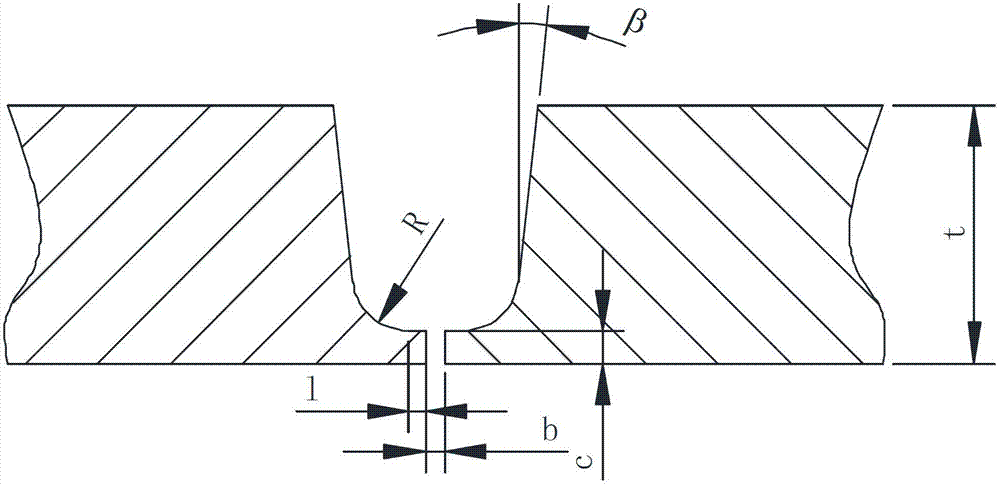
[0021] Example 1: Combining figure 1 , figure 2 and image 3 Describe this embodiment. The welding system used in this embodiment consists of a welding power source 1, a DC heating wire power source 2, a water cooling device 3, an air supply device 4, a dynamic wire feeder 5, and a set of wire feeding, gas supply and water cooling functions. The welding gun consists of 6 components. The welding base metal 7 is Q690D high-strength tempered steel with a thickness of t=16mm. Groove is figure 2 For the U-shaped groove shown, the thickness of the blunt side is C=1.5mm, the parallel length l=1.0mm, the chamfer R=3.5°, and the single-side groove angle β=6°. The filler material is ER100S-G disc-shaped welding wire with a diameter of 1.0mm. The tungsten electrode is a cerium tungsten electrode with a diameter of 3.2mm, and the grinding angle range of the tip is 25~30°. The nozzle is No. 8 ceramic nozzle. When the workpieces to be welded are spot-fixed, the self-fluxing method ...
Embodiment 2
[0022] Embodiment 2: The difference between this embodiment and Embodiment 1 is that the Figure 4 The double-pass weaving welding method in which the fusion effect of the side wall can be more easily guaranteed uses the same working parameters as the first embodiment.
Embodiment 3
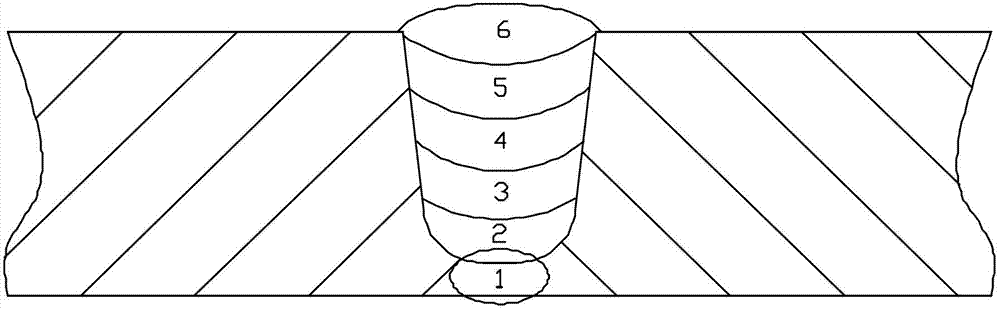
[0023] Embodiment 3: The difference between this embodiment and Embodiment 1 is that the Figure 5 Single swing and double swing composite welding methods. Among them, the first layer (root welding) and the second layer at the bottom of the weld adopt the single-channel swing operation mode, and the third layer and above to the cover surface adopt the double-channel swing mode, and the working parameters used are the same as those in the first embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More