

Stainless steel compound welding steel pipe and manufacturing method thereof
A technology of composite welding and manufacturing method, applied in the direction of pipes/pipe joints/fittings, pipes, rigid pipes, etc., can solve the problems of carbon steel infiltration, insufficient pipe diameter, poor corrosion resistance of stainless steel pipes, etc., and achieve good corrosion resistance. , High structural strength, the effect of stress relief
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
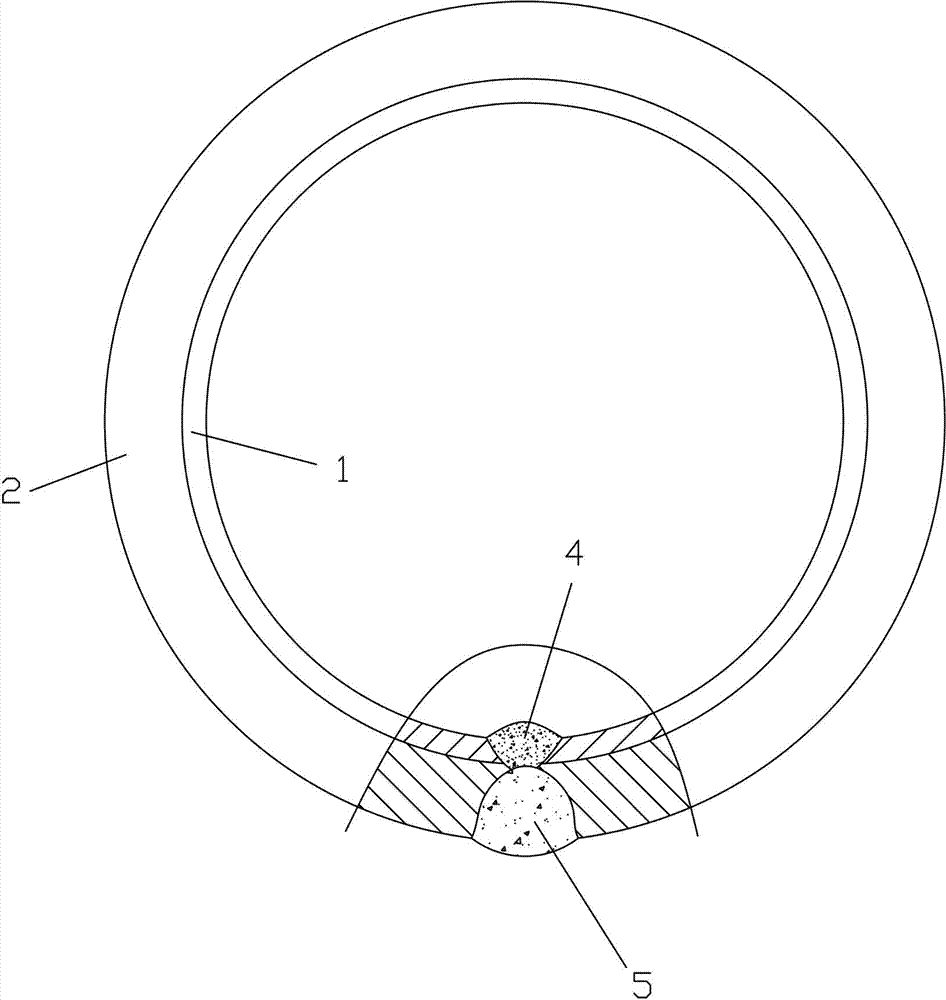
[0046] Embodiment 1, see attached figure 1 , 4 , a stainless steel composite welded steel pipe, the stainless steel composite welded steel pipe is welded by a stainless steel composite hot-rolled coil after being cold-formed, and the stainless steel composite hot-rolled coil is composed of a carbon steel layer 2 and a stainless steel cladding 1 Formed by metallurgical compounding, the metallurgical compounding described in the present invention is also called metallurgical combination, therefore, the stainless steel compound hot-rolled coil plate is a stainless steel compound hot-rolled coil formed by metallurgical compounding of the carbon steel layer 2 and the stainless steel layer 1 plate, the welds are composed of stainless steel clad welds 4 and carbon steel welds 5, and the thickness of the stainless steel clad 1 is 1 / 5-1 / 4 of the thickness of the stainless steel clad hot-rolled coil.
[0047] A method for manufacturing a stainless steel composite welded steel pipe, com...
Embodiment 2
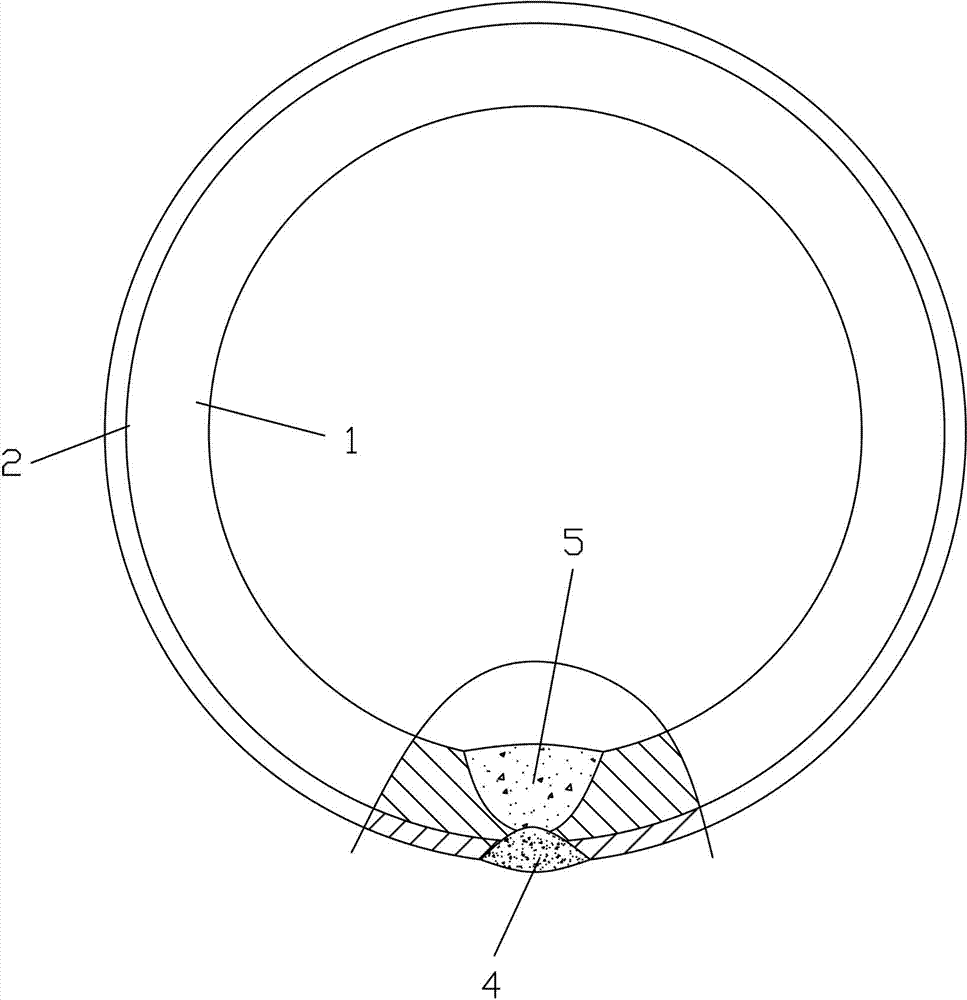
[0059] Embodiment 2, see attached figure 2 , 4 , a stainless steel composite welded steel pipe, the stainless steel composite welded steel pipe is welded by a stainless steel composite hot-rolled coil after being cold-formed, and the stainless steel composite hot-rolled coil is composed of a carbon steel layer 2 and a stainless steel cladding 1 Formed by metallurgical compounding, the metallurgical compounding described in the present invention is also called metallurgical combination, therefore, the stainless steel compound hot-rolled coil plate is a stainless steel compound hot-rolled coil formed by metallurgical compounding of the carbon steel layer 2 and the stainless steel layer 1 plate, the welds are composed of stainless steel clad welds 4 and carbon steel welds 5, and the thickness of the stainless steel clad 1 is 1 / 5-1 / 4 of the thickness of the stainless steel clad hot-rolled coil.
[0060] A method for manufacturing a stainless steel composite welded steel pipe, co...
Embodiment 3
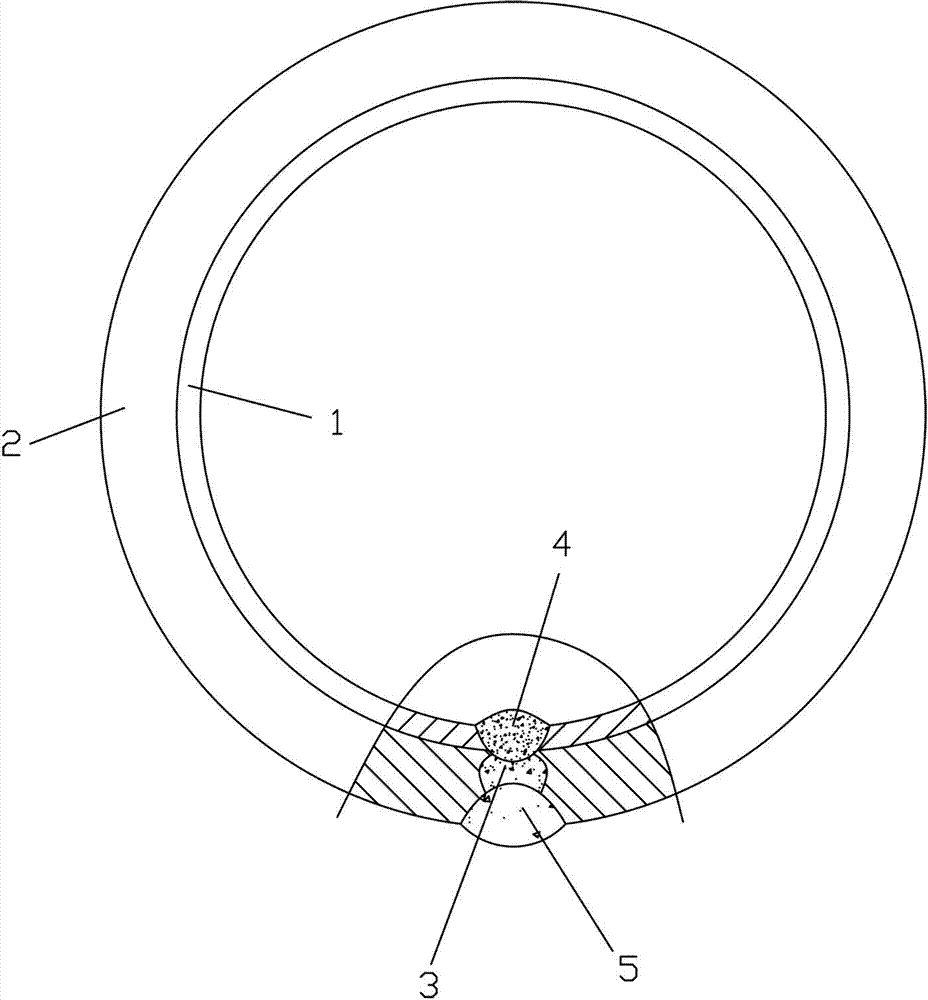
[0072] Embodiment 3, see attached image 3 , 4 , a stainless steel composite welded steel pipe, the stainless steel composite welded steel pipe is welded by a stainless steel composite hot-rolled coil after being cold-formed, and the stainless steel composite hot-rolled coil is composed of a carbon steel layer 2 and a stainless steel cladding 1 Metallurgical composite, the metallurgical composite of the present invention is also called metallurgical combination, the weld is composed of stainless steel clad weld 4, carbon steel weld 5 and the stainless steel clad weld 4 and the carbon steel The intermediate layer 3 between the steel welds 5 is formed, and the thickness of the stainless steel clad layer 1 is 1 / 5-1 / 4 of the thickness of the stainless steel composite hot-rolled coil.
[0073] A method for manufacturing a stainless steel composite welded steel pipe, comprising the following steps:
[0074] a) Plate selection; according to the diameter of the stainless steel clad ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More