

Casting method capable of preventing precise investment casting from generating hot-spot shrinkage holes
A technology for precision castings and thermal joints, applied in the fields of precision casting and casting, can solve the problems of reduced production efficiency, increased casting costs, wasted man-hours and costs, and achieved the effect of saving man-hours and costs, reducing casting costs, and improving surface quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
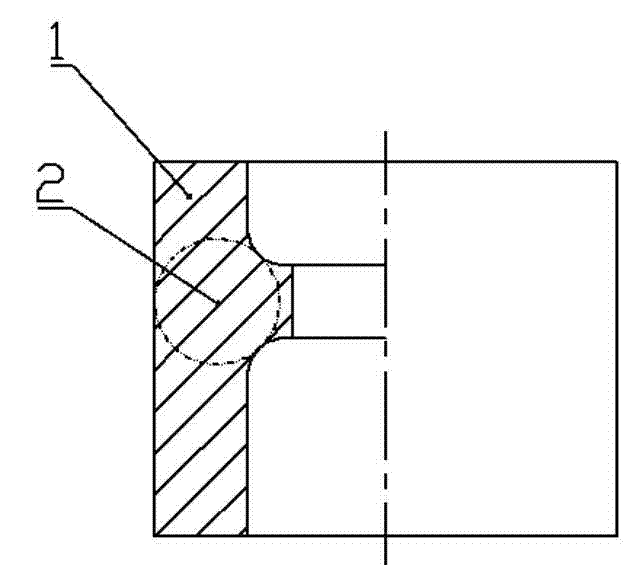
[0034] see Figure 1 to Figure 3 , a casting method for preventing thermal shrinkage cavities in investment castings, comprising the following steps:
[0035] (1) For attached figure 1 The position and height of the riser 3 are determined according to the existing technology in the casting 1 shown in the figure. The thickness of the riser root is increased by 5% to 10% compared with the wall thickness of the casting here. Mouth metal subsidy thickness.
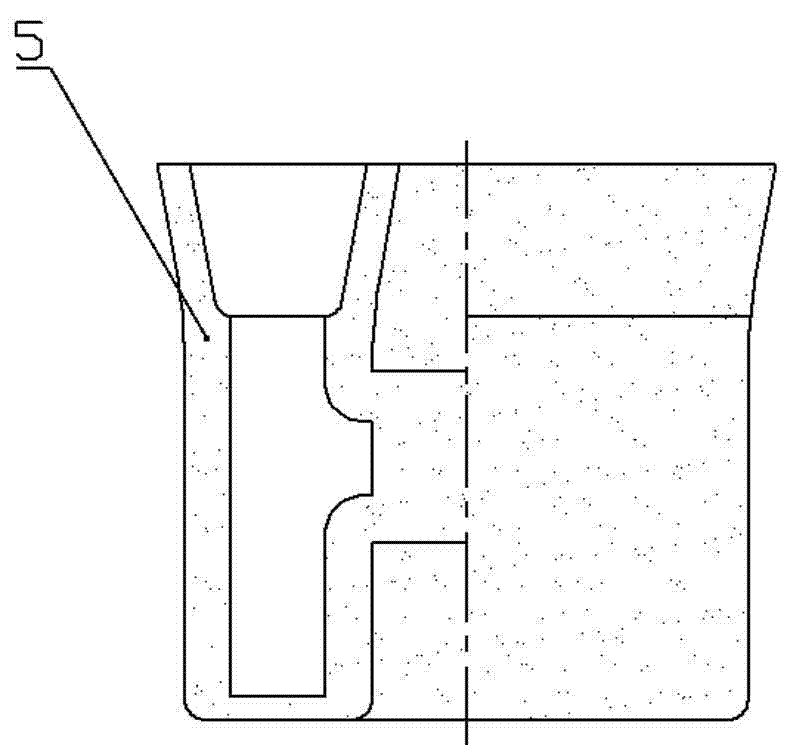
[0036] (2) Dip, sand and dewax the same as normal parts. to obtain a shell that is approximately uniform throughout the shell thickness (see e.g. figure 2 ).
[0037] (3) Use back layer slurry: back layer powder: back layer sand = 1:1:5 mass ratio to mix mortar and mud paste. Mortar paste must be viscous, and after the shell subsidy is made, it will not creep or flow when placed.
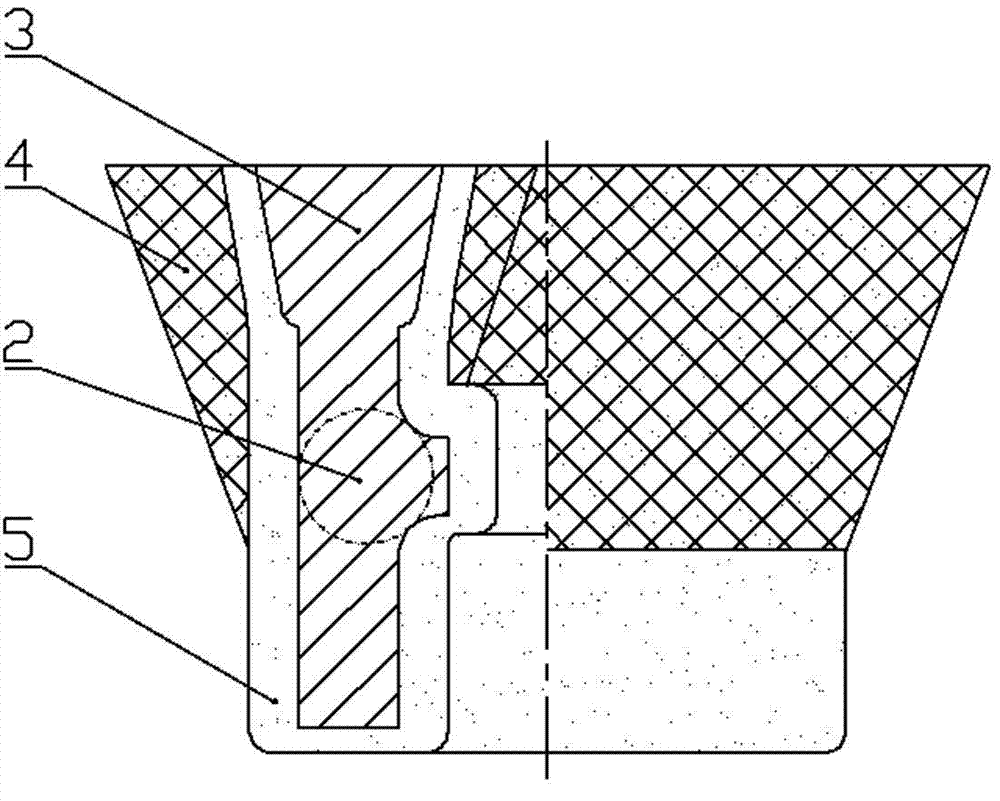
[0038] (4) Determine the position and area of the riser shell subsidy according to the conventional technology. The area of the riser sh...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More