

Girth laser-GMA hybrid welding method
A composite welding, -GMA technology, applied in the field of laser-GMA composite welding, can solve the problems of discontinuous formation, incomplete penetration, and liquid metal downfall of the back of the weld, and achieve shortened work cycle, sufficient flow, and continuous formation Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0020] Specific implementation mode 1: The method for circular seam laser-GMA composite welding in this implementation mode is realized according to the following steps:
[0021] 1. Groove processing: machine the butt joint of the parts to be welded to produce a Y-shaped groove with a groove angle of 30-70° and a blunt edge size of 3-8mm, and then use mechanical grinding to remove the groove surface Oxide layer, and then use acetone to clean the oil on the groove surface;
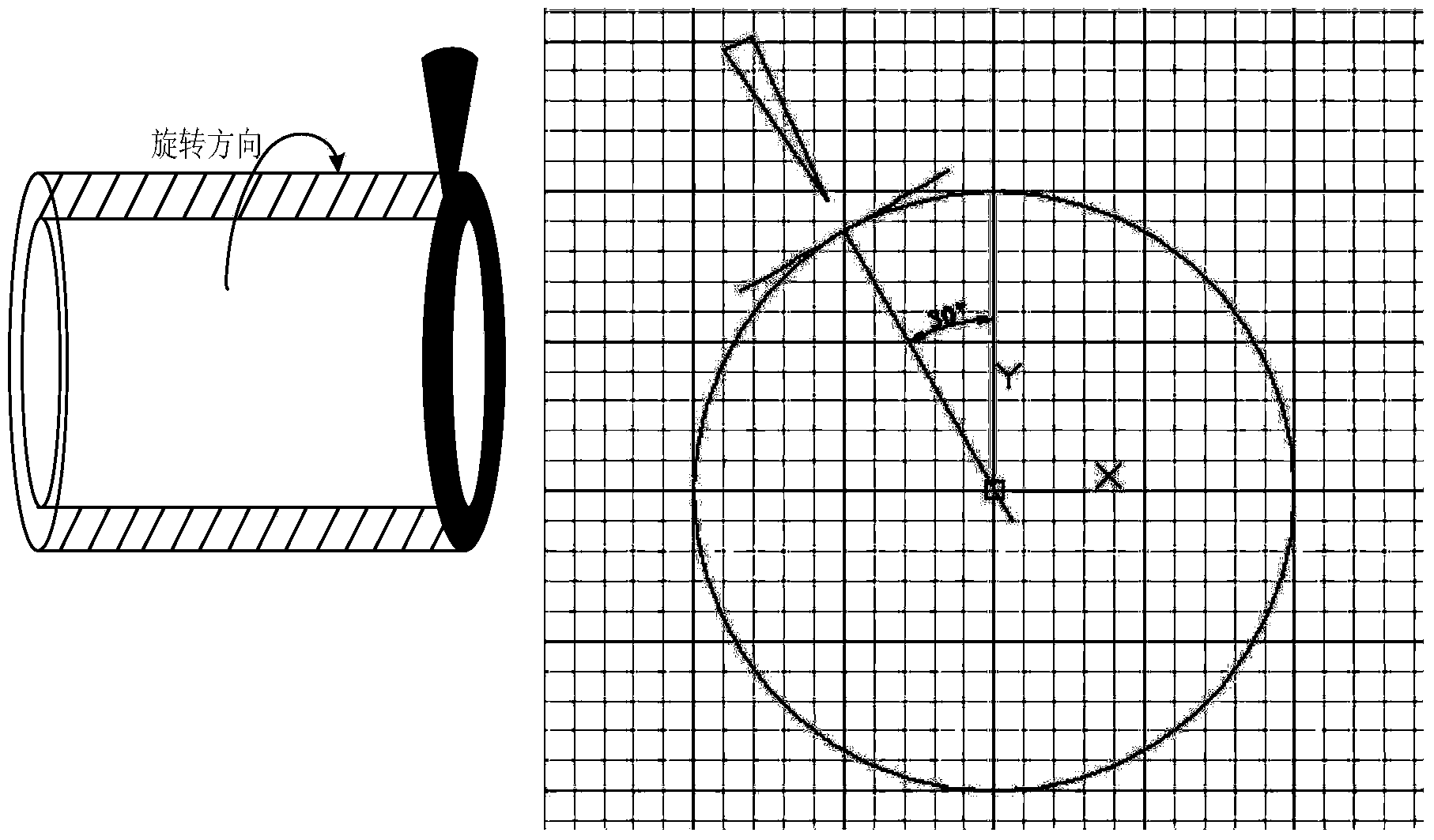
[0022] 2. Spot solidification: Use a single laser to spot solidify the blunt edge of the weld groove at two positions 180° apart from each other on the girth weld. The spot solid laser power is 500-2000W, and the light emission time is 1-2s;
[0023] 3. Welding: Set the process parameters, the laser beam and the GMA welding torch form an angle of 45°, the incident point of the laser beam is positioned at the 11 o'clock position of the circular seam, and the distance between the laser beam and the arc heat s...
specific Embodiment approach 2
[0028] Embodiment 2: The difference between this embodiment and Embodiment 1 is that in Step 1, the bevel angle is 45°, and the size of the blunt edge is 4mm. Other steps and parameters are the same as those in Embodiment 1.
specific Embodiment approach 3
[0029] Embodiment 3: The difference between this embodiment and Embodiment 1 or 2 is that the power of the spot-fixed laser in step 2 is 1000W, and the light emitting time is 1.5s. Other steps and parameters are the same as those in Embodiment 1 or Embodiment 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Angle | aaaaa | aaaaa |
| Size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More