

Method for processing high-speed generator rotor core assembly
A technology for high-speed generators and rotor cores, which is applied to electric components, manufacturing motor generators, electrical components, etc., and can solve problems affecting the normal operation of high-speed generators, punching of rotor core components and cracking and damage of damping copper strips , to achieve the effect of reducing eddy current loss and improving insulation performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment
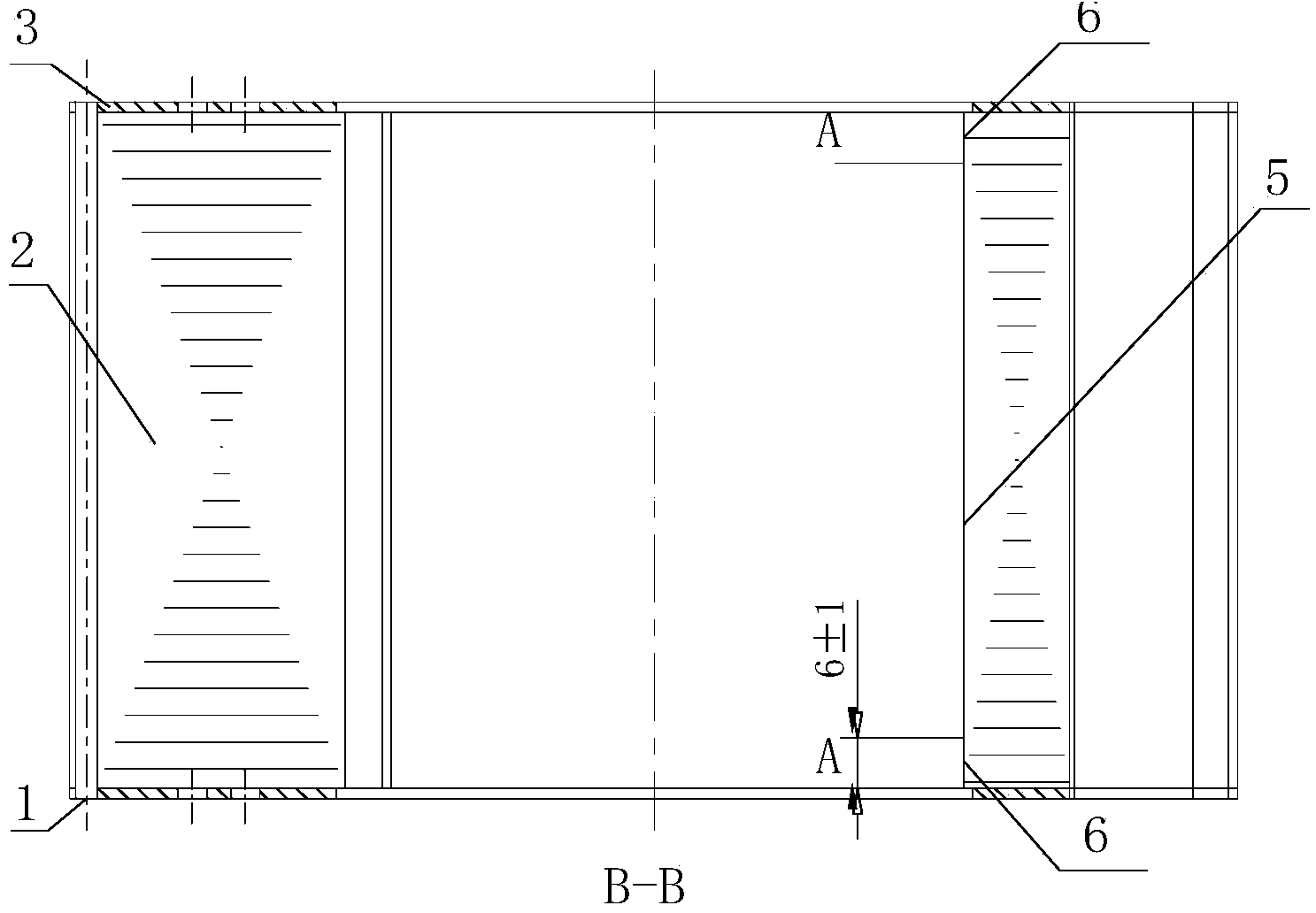
[0035] Step 1: Before the lamination of the rotor sheet 2, use CBP-I adhesive to spray the iron core sheet on one side, and preheat it at 65±2°C for 15 minutes to form a solid adhesive film on the surface of the 2 before lamination ;
[0036] Step 2: Retain 15-20 pieces of rotor punches with a thickness of 0.35mm on both sides of the rotor core. Glue coating process is adopted: that is, no adhesive is applied to the pole body and pole shoe parts, and glue is applied to the rest of the parts. Preheat at 65±2°C for 15 minutes to form a solid film on the surface of 2 before lamination;
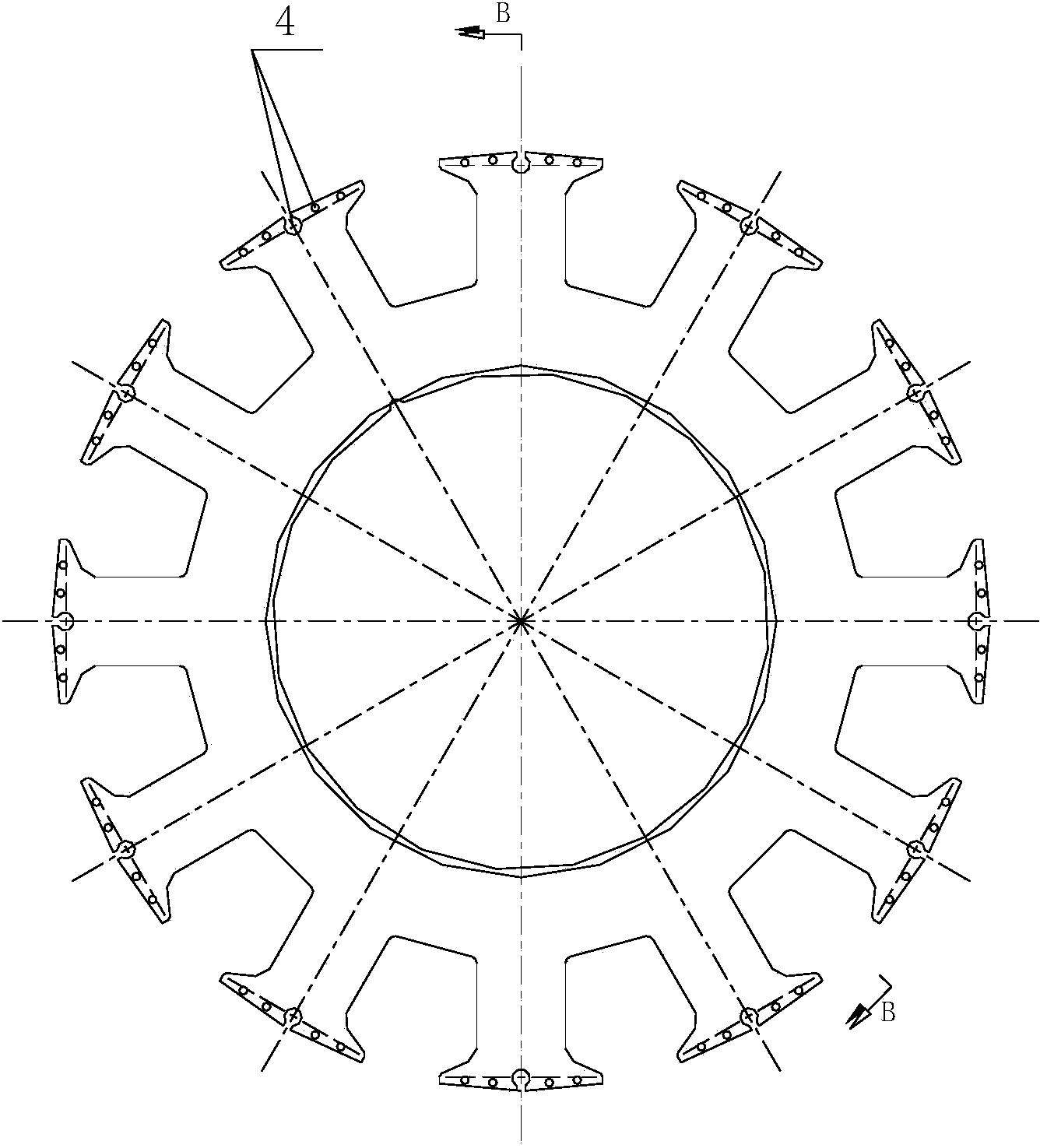
[0037] Step 3: On the rotor core assembly stacking jig, stack in the order of rotor copper end plate 3→glue-coated punch 6→glue-spray punch 5→glue-coated punch 6→rotor copper end plate 3, and press on-board pressurization;
[0038] Step 4: Take out the rotor core assembly, install the damping copper strip and weld it;
[0039] Step 5: After the welding is completed, bake and cure according to ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More