

A Cold Extrusion Forming Method for Axisymmetric Tie Rod Joint Parts
A cold extrusion, axisymmetric technology, applied in the direction of metal extrusion, metal extrusion cleaning equipment, metal processing equipment, etc., can solve problems that cannot meet urgent requirements, affect product quality, and reduce deformation resistance, and achieve cost reduction Low cost, low production cost and high productivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
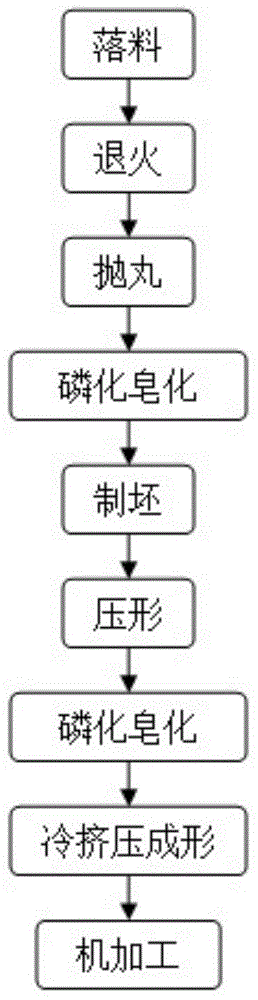
[0033] A cold extrusion forming method of axisymmetric tie rod joint parts, the process is as follows figure 1 As shown, it includes blanking, annealing, shot blasting, phosphating saponification, billet making, pressing, phosphating saponification, cold extrusion molding, and machining processes, which specifically include the following steps:
[0034] (1) Preparation of tie rod joint blank (blank):
[0035] In step (1), before preparing the tie rod joint blank, calculate and determine the size of the blank, and cut the round steel by a sawing method to obtain the tie rod joint blank;
[0036] (2) Anneal the blank to soften it (anneal):
[0037] The process conditions are: under the protection of nitrogen atmosphere, the temperature is kept at 860℃ for 8 hours, and then the furnace is cooled to below 450℃ and out of the furnace;
[0038] (3) Shot blasting the annealed blank to eliminate burrs and oxide scale (shot blasting):
[0039] The process conditions are: treat the pellets with a ...
Embodiment 2
[0053] A cold extrusion forming method of axisymmetric tie rod joint parts, the process is as follows figure 1 As shown, it includes blanking, annealing, shot blasting, phosphating saponification, billet making, pressing, phosphating saponification, cold extrusion molding, and machining processes, which specifically include the following steps:
[0054] (1) Preparation of tie rod joint blank (blank):
[0055] In step (1), before preparing the tie rod joint blank, calculate and determine the size of the blank, and cut the round steel by a sawing method to obtain the tie rod joint blank;
[0056] (2) Anneal the blank to soften it (anneal):
[0057] The process conditions are: under the protection of nitrogen atmosphere, heat preservation at 880°C for 7 hours, and then cool down to below 450°C and take it out of the furnace;
[0058] (3) Shot blasting the annealed blank to eliminate burrs and oxide scale (shot blasting):
[0059] The process conditions are: treat the pellets with a diameter...
Embodiment 3
[0072] A cold extrusion forming method of axisymmetric tie rod joint parts, the process is as follows figure 1 As shown, it includes blanking, annealing, shot blasting, phosphating saponification, billet making, pressing, phosphating saponification, cold extrusion molding, and machining processes, which specifically include the following steps:
[0073] (1) Preparation of tie rod joint blank (blank):
[0074] In step (1), before preparing the tie rod joint blank, calculate and determine the size of the blank, and cut the round steel by a sawing method to obtain the tie rod joint blank;
[0075] (2) Anneal the blank to soften it (anneal):
[0076] The process conditions are: under the protection of a nitrogen atmosphere, heat preservation at 900°C for 7 hours, and then cool down to below 450°C with the furnace and take it out;
[0077] (3) Shot blasting the annealed blank to eliminate burrs and oxide scale (shot blasting):
[0078] The process conditions are as follows: Treat the pellets ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More