

Method for controlling tailor welding deformation of large metal pipe plate
A welding deformation and tube sheet technology, applied in metal processing, metal processing equipment, furnace types, etc., can solve the problems of increased metal consumption and processing costs, reduced welding stress effect, and low deformation of the tube sheet, so as to save metal Consumption, reducing welding restraint, reducing the effect of welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0039] The key equipment of the 50,000 tons / year maleic anhydride plant - the upper and lower tube sheets of the fixed tube sheet reactor, design requirements: diameter 6000mm, thickness 140mm, material: Q345R, tolerance of flatness of tube sheet ≤ 3mm, There are 26 180 reaction tube holes on each tube plate.
[0040] The implementation steps are as follows:
[0041] (1) Tailor welding deformation control of tube plate blank:
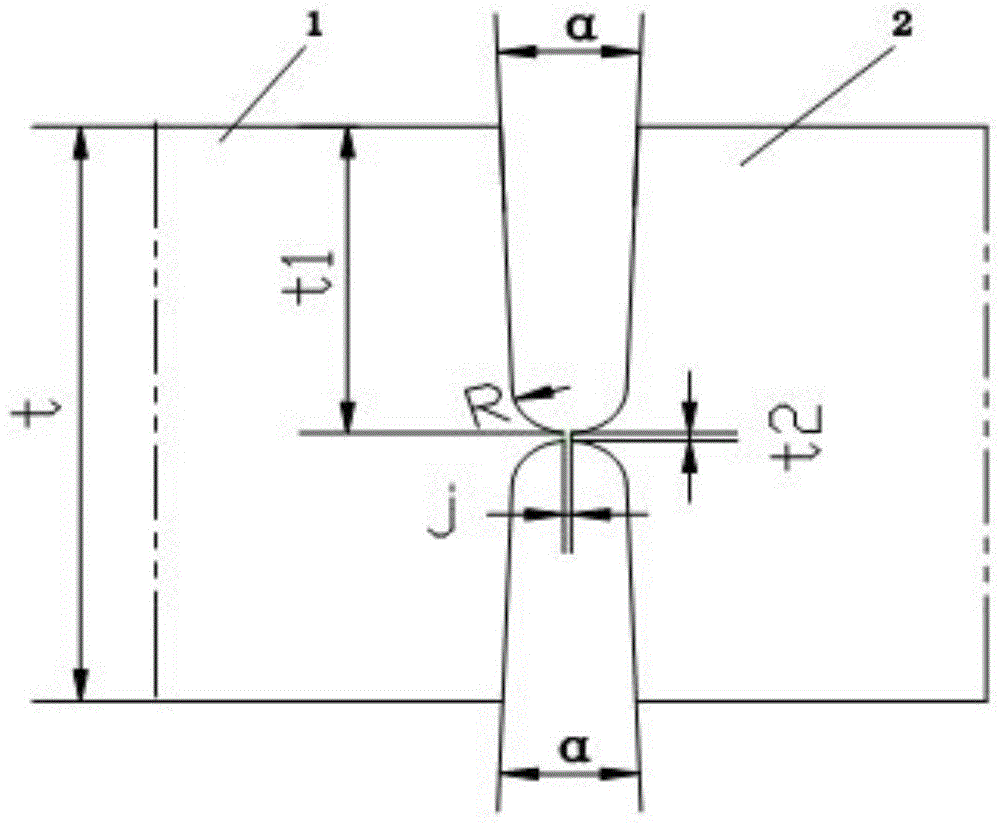
[0042] 1) In order to ensure the processing accuracy of the tube plate, a 10mm margin for finishing is reserved for the tube plate blank 11, so a positive deviation steel plate with a width of 3000mm+10~20mm is selected, the length is 6020mm, and the thickness t=150 ㎜, steel plate 1 and steel plate 2 made of Q345R (normalized) are tailor-welded into tube plate blanks;
[0043] 2) Steel plate 1 and steel plate 2 are leveled by rolling machine;
[0044] 3) The splicing edge of steel plate 1 and steel plate 2 is machined to open a welding groove. The we...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More