

Rebaudioside M purification method
A technology of stevioside and purification method, which is applied in the field of extracting active ingredients, can solve problems such as low yield, defective purification process, unstable product quality, etc., achieve good taste and quality, and be beneficial to industrial production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
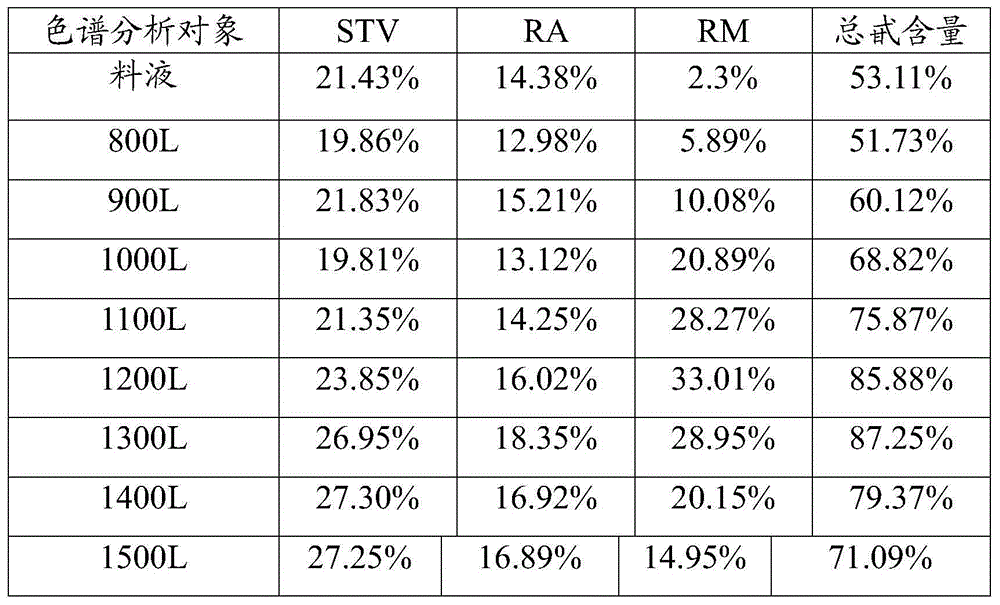
[0022] Get mother liquor sugar, the content of RM recorded through liquid chromatography analysis is 2.3%. The mother liquor sugar was made into a feed liquid with a concentration of 25g / L, and 1500L of feed liquid was taken out, and flowed slowly through a 500L DA-201-H macroporous adsorption resin column at a flow rate of 2.5L / min. During the process of the feed liquid flowing through the resin column, the resin column selectively adsorbs the feed liquid according to the polarity of different components of stevioside, and the pH of the adsorption environment is 5.5. After 10 hours, when the feed liquid adsorption is completed, use 1500L 77% ethanol resolves the steviol glycosides adsorbed on the resin. The eluate was intercepted in sections with 100 L as the unit, and the content of RM in the eluate was detected by liquid chromatography analysis. The test results found that stevioside RM began to be eluted in a large amount at 800L of the eluent, and the parameters of the m...
Embodiment 2
[0030] Take the mixed solvent that 10 kg of crude steviol glycosides with an RM content of 28.30% obtained in Example 1 and 30 kg of methanol with a mass concentration of 92% and 86% isopropanol are mixed in a ratio of 3:2 Mix, stir and dissolve at 65°C, quickly lower the solution to room temperature within 25 minutes, stir the mixture for 10-20 minutes every 4 hours, and after standing for 48 hours, separate the crystal mixture from solid to liquid to obtain an RM content of 80 % above crystals. After secondary crystallization, the obtained crystal content is above 95%. The filtered crystalline solid was dissolved in anhydrous salt, and the solution concentration was adjusted to 27%, then concentrated to about 43%, and the solution was dried to obtain 2.0 kg of refined stevioside, the refined stevioside product. Stevioside RM The content is 95.73%;
Embodiment 3
[0032]Take 10 kg of crude steviol glycosides with an RM content of 29.05% obtained in Example 1 and mix them with 32 kg of 90% methanol and 87% isopropanol in a ratio of 3:2. , after dissolution at 67°C, the solution was rapidly cooled to room temperature within 25 minutes, and the mixture was stirred for 10-20 minutes every 5 hours. After standing for 60 hours, the crystal mixture was subjected to solid-liquid separation through a plate and frame filter press to obtain crystals with an RM content of more than 85%. After secondary crystallization, the obtained crystal content is above 95%. The filtered crystalline solid was added into anhydrous salt water, and the concentration of the solution was adjusted to about 25%, and then concentrated to about 45%, and the solution was dried to obtain 2.2 kg of refined steviol glycosides. The stevioside RM content in the refined stevioside product is 95.34%;
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More