

Cup grinding wheel variable-positioning-base-circle convex surface workpiece grinding method
A cup-shaped grinding wheel and curved workpiece technology, which is applied in the field of convex curved workpiece grinding, can solve the problems of inability to guarantee the machining accuracy, the influence of machining accuracy, and the wear of the grinding wheel, so as to increase the surface utilization rate, improve the processing efficiency, and avoid the grinding wheel. trimming effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] To process k9 glass workpiece, use resin bonded corundum cup-shaped grinding wheel, the diameter of the end face of the grinding wheel is 5cm, and the particle size of the grinding wheel is 120#, and it is processed on a five-axis machining center. The specific processing steps are as follows:
[0050] To process the quadratic surface of the glass workpiece, set its expression as (under the workpiece coordinate system):
[0051]
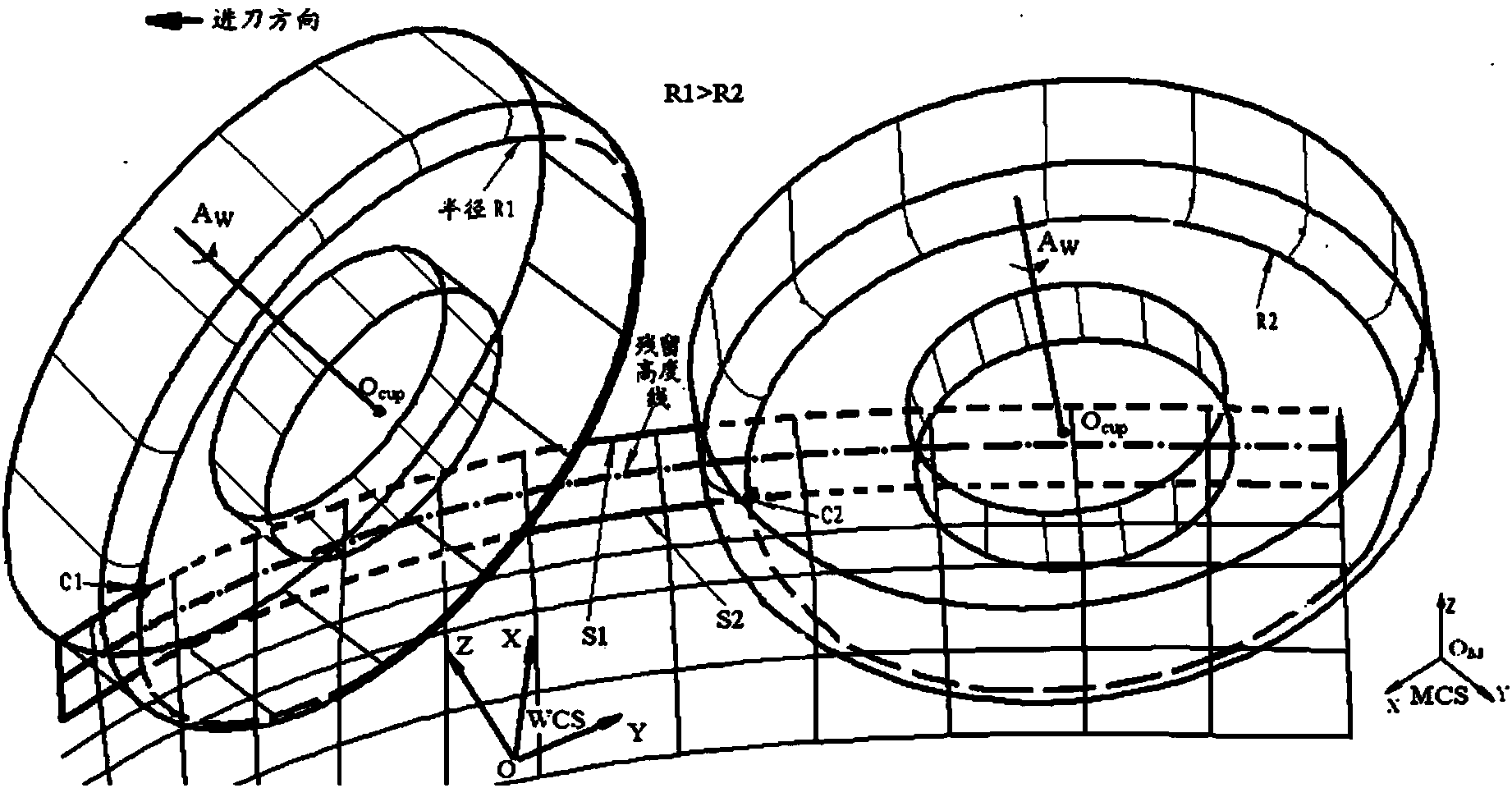
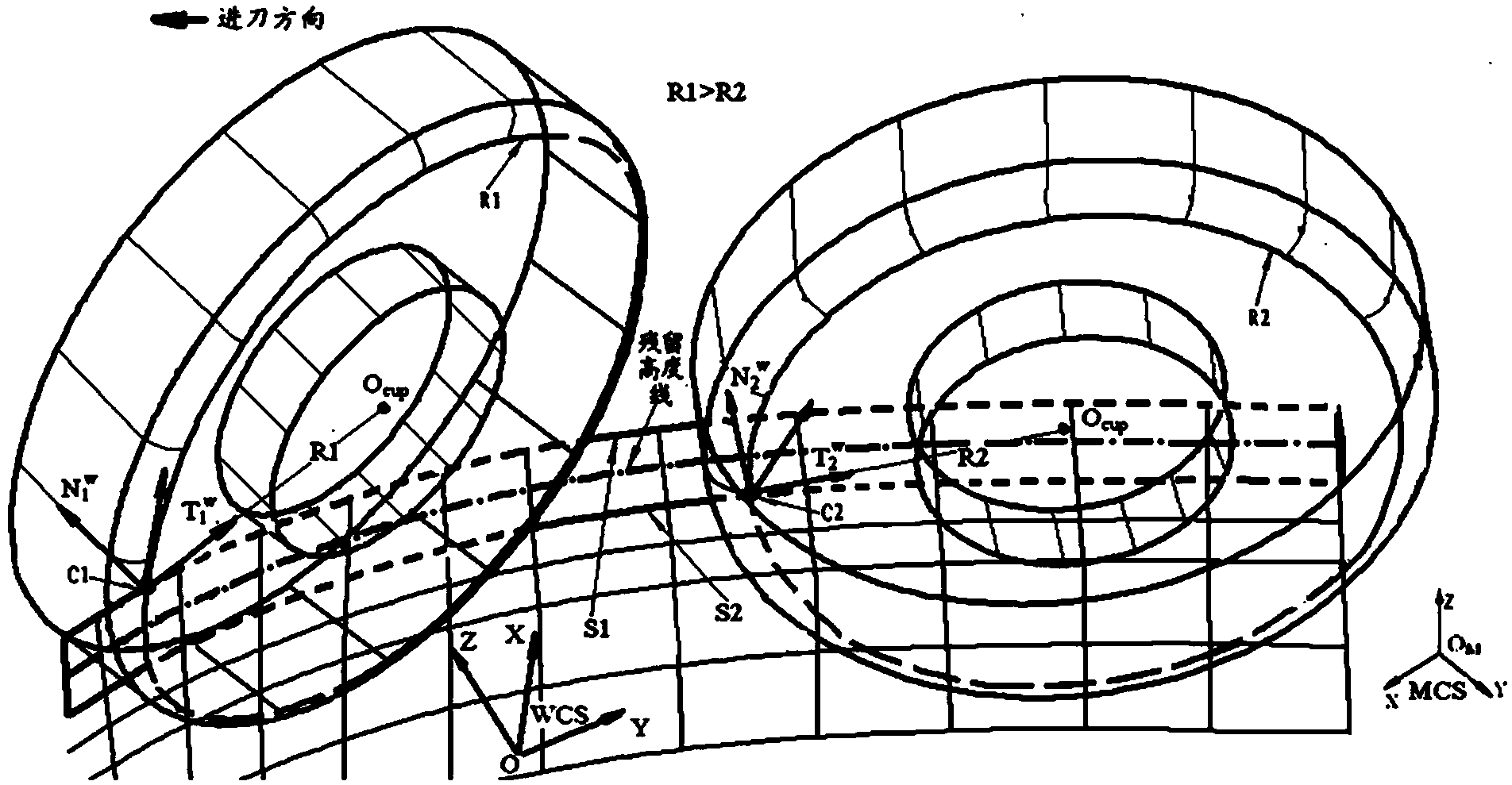
[0052] A cup-shaped grinding wheel installed on a five-axis linkage CNC machine tool is used to process the above-mentioned convex surface workpiece. During the processing, the control system of the CNC machine tool outputs a control signal to the cup-shaped grinding wheel to make the cup-shaped grinding wheel process along the grinding track, and control The system outputs the central point running trajectory control signal to control the movement trajectory of the center point of the end face of the cup-shaped grinding wheel, so that the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More