

Method for removing remelting layer in electric spark drilling for single crystal turbine blade
A turbine blade and electric spark technology is applied in the field of remelting layer removal of single crystal turbine blade electric spark hole making, which can solve the problems of low efficiency, influence of blade cavity, unfeasible heat treatment method, etc. good effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
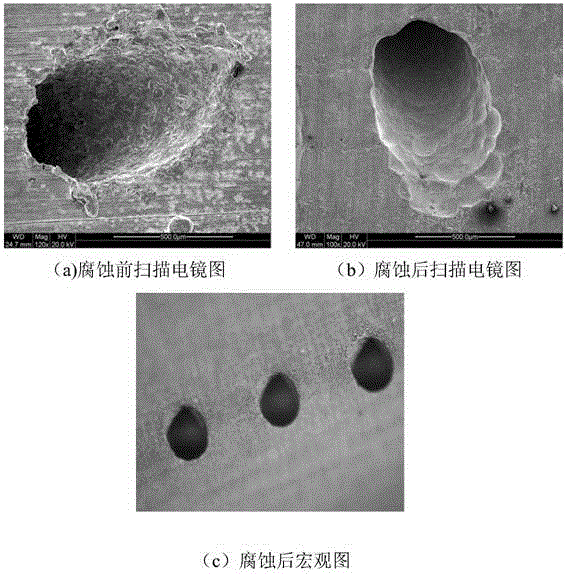
[0022] The specific process of a method for removing the remelted layer of single crystal turbine blades by EDM is: mixing hydrochloric acid, water, and hydrogen peroxide in a volume ratio of 100:44:25 to obtain corrosive liquid, and pass DD6 single crystal blades through EDM After the hole, put it into a container filled with corrosive liquid, and then place it in an ultrasonic wave with a power of 2400W to vibrate, and the vibration time is 30min. After that, under observation under a metallographic microscope, the remelted layer in the air film holes on the single crystal blade was completely removed, and the effect was obvious. figure 1 , figure 1 (a) is the scanning electron micrograph before corrosion, figure 1 (b) is the scanning electron micrograph after corrosion, figure 1 (c) is a macroscopic view after corrosion, from which it can be seen that the remelted layer has been completely removed.
Embodiment 2
[0024] The specific process of a method for removing the remelted layer of single crystal turbine blades by EDM is: mixing hydrochloric acid, water, and hydrogen peroxide in a volume ratio of 91:43:22 to obtain a corrosive liquid, and pass the DD6 single crystal blade through the EDM process After the hole, put it into a container filled with corrosive liquid, and then place it in an ultrasonic wave with a power of 2400W and vibrate for 20min. After that, under a metallurgical microscope, the remelted layer in the air film holes on the single crystal blade was completely removed.
Embodiment 3
[0026] The specific process of a method for removing the remelted layer of single crystal turbine blades by EDM is: mixing hydrochloric acid, water, and hydrogen peroxide in a volume ratio of 93:41:20 to obtain corrosive liquid, and pass the DD6 single crystal blade through the EDM process After the hole, put it into a container with corrosive liquid, and then place it in an ultrasonic wave with a power of 2400W to vibrate, and the vibration time is 40min. After that, under a metallurgical microscope, the remelted layer in the air film holes on the single crystal blade was completely removed.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More