

Manufacturing method of brake drum
A manufacturing method and brake drum technology, applied in manufacturing tools, molding machines, casting and molding equipment, etc., can solve the problems of low rigidity, difficult flow of molding sand, laborious manual molding, etc., to reduce production energy consumption, and to achieve clear contours of castings. , the effect of improving the pass rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
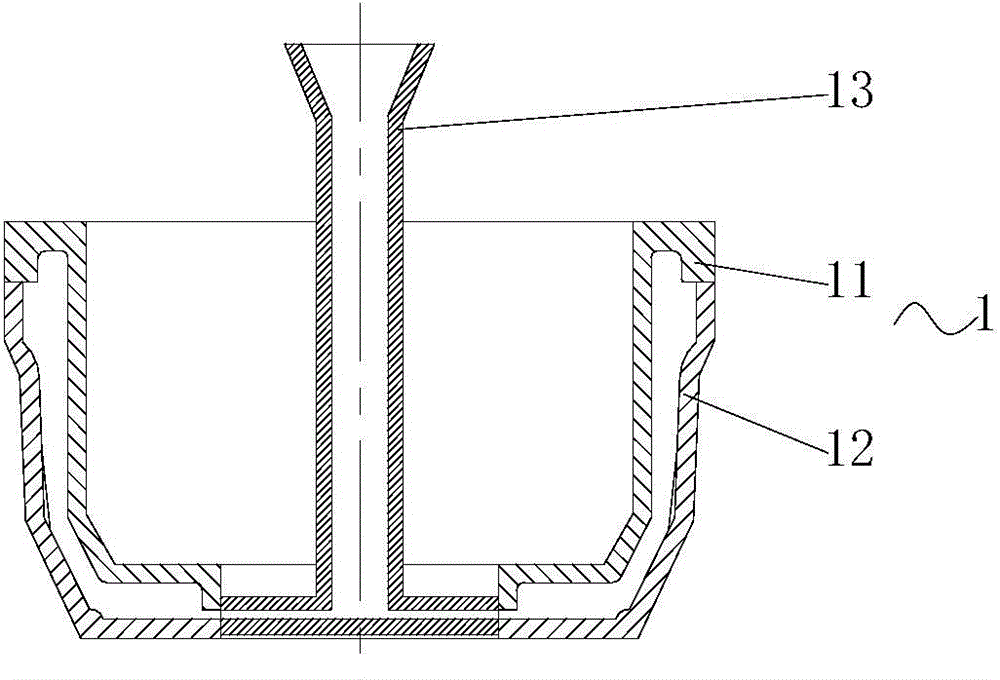
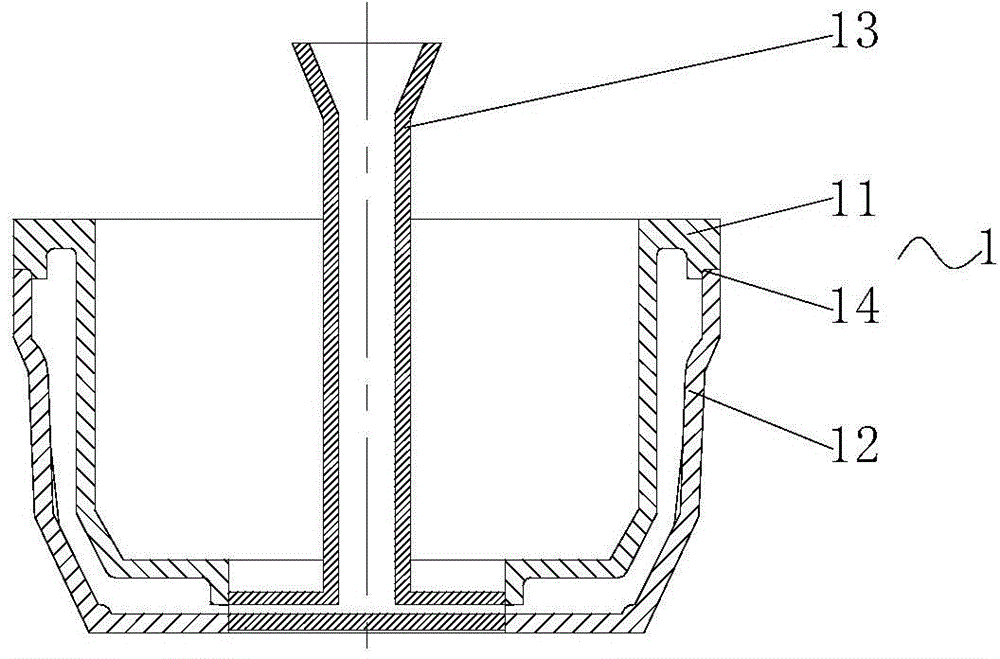
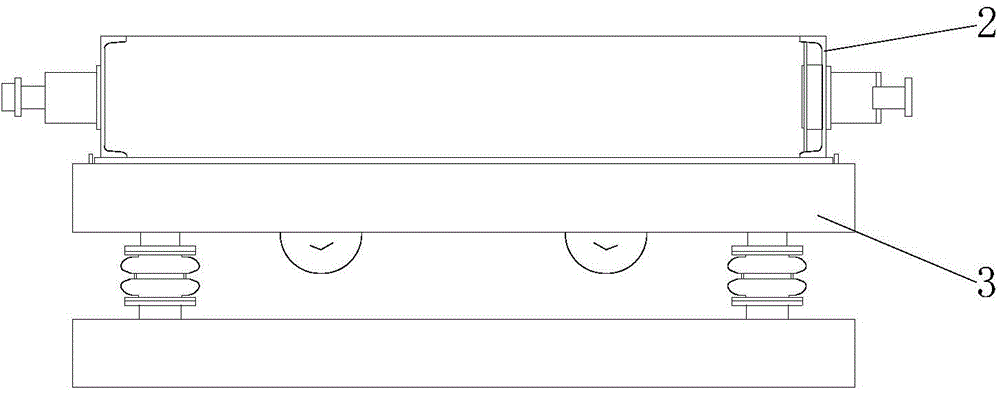
[0040] Such as Figures 1 to 7 As shown in one of the present invention, a brake drum manufacturing method of the present invention, the manufacturing method specifically includes the following steps:
[0041] 1) On the core shooting machine, the upper mold shell type 11, the lower mold shell type 12 and the sprue cup shell type 13 are respectively manufactured with coated sand as raw materials, and then the upper mold shell type 11, the lower mold shell type 12 and the gate The cup shell mold 13 is assembled to form an integral film-coated sand shell mold 1, wherein a cavity for casting a brake drum is formed between the upper mold shell mold 11 and the lower mold shell mold 12, and the pouring inside the gate cup shell mold 13 The channel communicates with the above-mentioned cavity; figure 1 Among them, the assembling place of upper mold shell type 11 and lower mold shell type 12 adopts white glue bonding and sealing, as preferably, as figure 2 As shown, the assembly of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More