Manufacturing method for tungsten copper mold blocks
A tungsten block and tungsten-copper technology is applied in the field of preparation of metal connection modules, which can solve problems such as inapplicability of tungsten-copper welding, and achieve the effects of low cost, low production cost and simple equipment.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
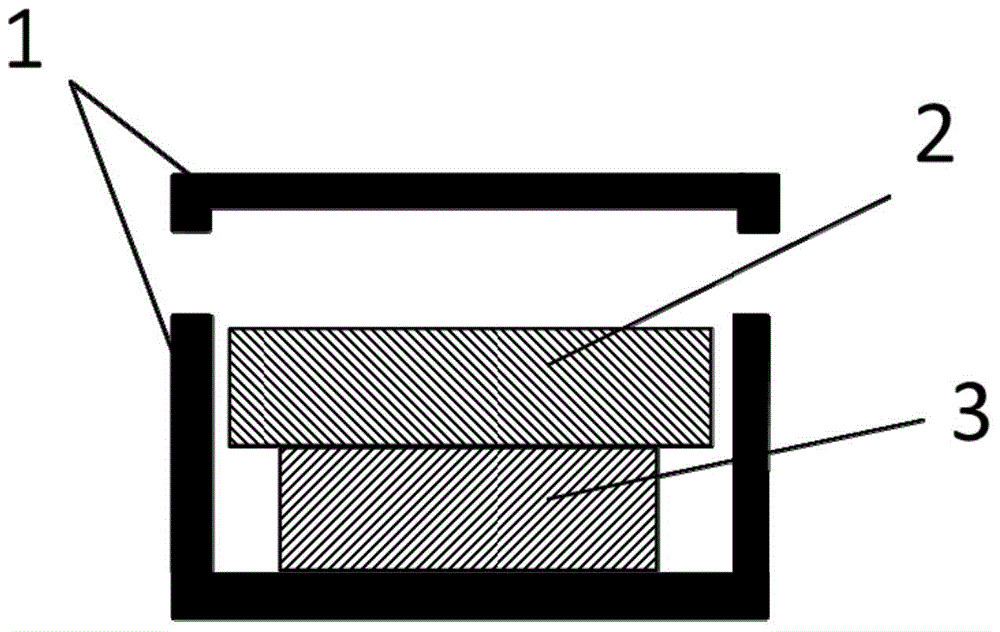
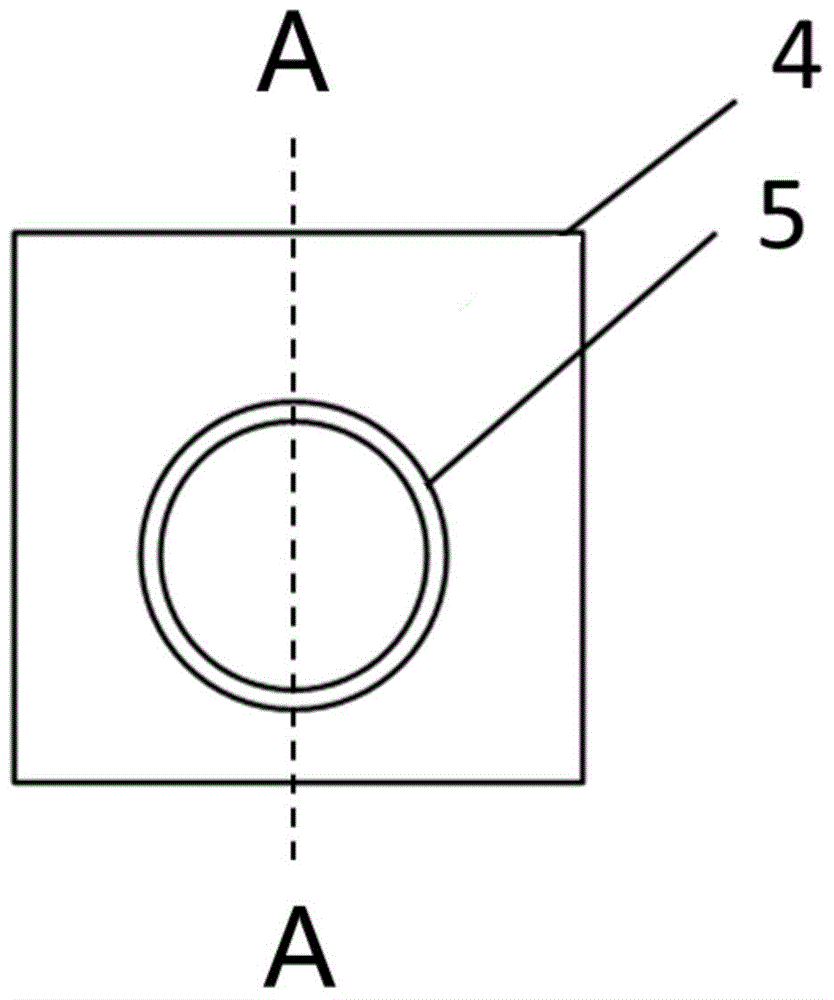
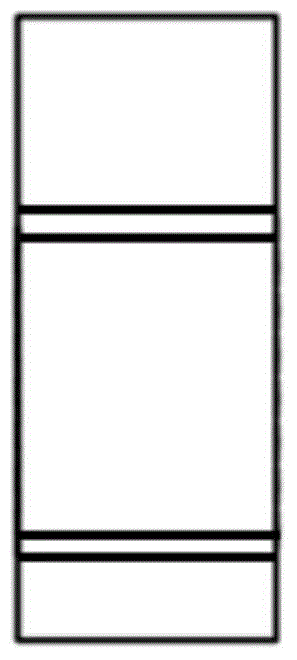
[0065] Industrial pure tungsten is connected with oxygen-free copper, figure 2 and image 3 They are the top view of the tungsten-copper module 4 in Embodiment 1 and the cross-sectional view along the AA' plane. The size of the tungsten-copper module 4 is 30mm×30mm×15mm, and there is a Φ15mm×15mm through hole on the 30mm×30mm surface of the tungsten block. Welded inside the through hole of the tungsten block, the wall thickness of the copper pipe 5 is 1.5 mm, the outer diameter is 15 mm, and the inner diameter is 12 mm. The preparation method of the tungsten copper module 4 includes the following steps:
[0066] 1. Mill the part of the surface of the tungsten block that will be connected with copper (that is, the inner wall of the through hole) to a roughness Ra of 3 μm, and sequentially soak it with 5% hydrochloric acid for 30 seconds, wash it with tap water for 40 seconds, and wash it with a metal cleaning solution (the formula is 98wt% h 2 SO 4 100ml / L, K 2 Cr 2 o 7 ...
Embodiment 2
[0075] Industrial pure tungsten is connected with oxygen-free copper, Figure 7 It is a schematic diagram of the tungsten-copper module of Embodiment 2, wherein the size of the tungsten block 8 is 126mm×26mm×8mm, and an oxygen-free copper plate 9 of 126mm×26mm×2mm is welded on the surface of the tungsten block 8 (126mm×26mm surface). Its preparation method comprises the following steps:
[0076] 1. Grind the part (126mm×26mm surface) to be connected with copper on the surface of tungsten block 8 until the roughness Ra is 4 μm, soak it with 7% hydrochloric acid for 20s, wash it with tap water for 30s, and wash it with a metal cleaning solution (the formula is 98wt% h 2 SO 4 100ml / L, K 2 Cr 2 o 7 50g / L, the solvent is deionized water) soak for 50s, soak in deionized water for 1min, and clean the scale and oil on the surface.
[0077] 2. Prepare an excessive amount of copper ingots, after polishing the outer surface, soak them with 5% hydrochloric acid for 30s, rinse with t...
Embodiment 3
[0083] Industrial pure tungsten is connected with oxygen-free copper, the size of tungsten block is 4mm×5mm×5mm, and 4mm×5mm×15mm oxygen-free copper is welded on the surface of tungsten block 4mm×5mm. Its preparation method comprises the following steps:
[0084] 1. Grind the part of the tungsten block surface that will be connected with copper (4mm×5mm surface) until the roughness Ra is 5μm, and then soak it with 7% hydrochloric acid for 35s, rinse with tap water for 50s, and metal cleaning solution (the formula is 98wt% h 2 SO 4 100ml / L, K 2 Cr 2 o 7 50g / L, the solvent is deionized water) soak for 70s, soak in deionized water for 2min, and clean the scale and oil on the surface.
[0085] 2. Prepare an excessive amount of copper ingots, after polishing the outer surface, soak them in 7% hydrochloric acid for 35s, rinse with tap water for 50s, and metal cleaning solution (the formula is 98wt% H 2 SO 4 100ml / L, K 2 Cr 2 o 7 50g / L, the solvent is deionized water) soak ...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap