Forging forming technology of aluminum alloy straight-flanked ring with extra-large specification
A forging forming and super-large-sized technology, which is applied in the forging and forming process of super-large-sized aluminum alloy rectangular rings, can solve problems such as die sticking, welding deformation, and low strength of welded joints in forgings, so as to prevent peeling and grooves on the end surface, increase Radial elongation, effect of improving lubrication effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
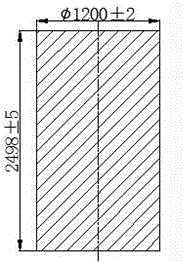
[0035] The first step: blanking: use a cast aluminum rod as the blank, the material of the blank is 2219, the diameter of the blank is 1200±2mm, and the length is 2498±5mm. In this embodiment, the diameter is 1200mm and the height is 2498mm.
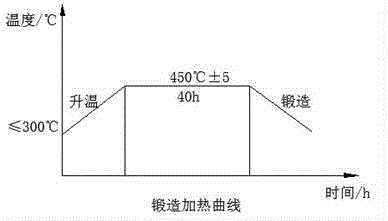
[0036] The second step: heating before the first forging: the first heating stage: put the billet described in the first step into the heating furnace, and raise the temperature of the billet to within 300°C; the second heating stage: as figure 2 As shown, continue to heat the billet from the end temperature of the first heating stage, raise the temperature of the billet to 455° C., and keep the temperature for 40 hours.
[0037] The third step: billet making;
[0038] Blank making includes the following processes:
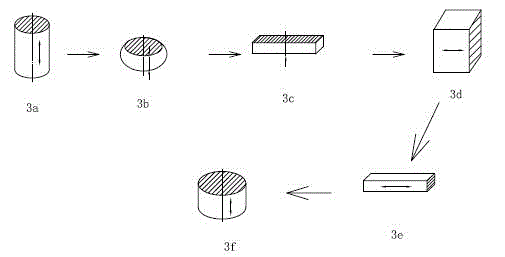
[0039] The first stage: using the cross-upsetting forging method to upset the heated billet to form a round cake. The specific process of the cross-upsetting forging method is as follows: image 3 As shown, the initial d...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com