

Fusion penetration control method of active shock excitation molten pool of multiple array lasers
A control method and technology of molten pool, applied in laser welding equipment, manufacturing tools, welding equipment and other directions, can solve the problems of welding process and welding process influence, reduction of molten pool oscillation level, etc., to achieve good stability, good repeatability, Not easy to interfere with the effect of external factors
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
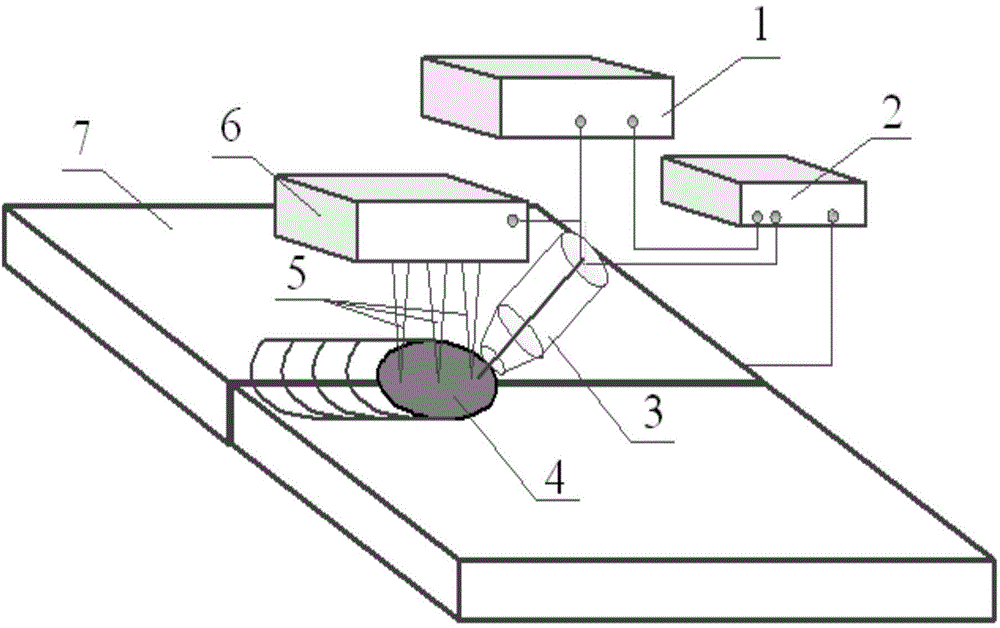
[0023] The equipment used in this embodiment includes: a computer control system 1 , an oscilloscope 2 and a laser beam splitter 6 . The computer control system 1 can control the walking of the welding gun 3 and the laser beam splitter 6 according to the voltage change amplitude curve collected by the oscilloscope 2; the oscilloscope 2 has the function of collecting the arc voltage change curve when the molten pool oscillates; The function of converting a laser beam into a multi-beam array laser.
[0024] Taking the base material 5 as an example for welding Q235 low-carbon steel with a thickness of 5 mm, the laser frequency is 60-80 Hz, and the laser beam splitter 6 emits 3 laser beams that are evenly distributed in the molten pool 4 along the welding direction.
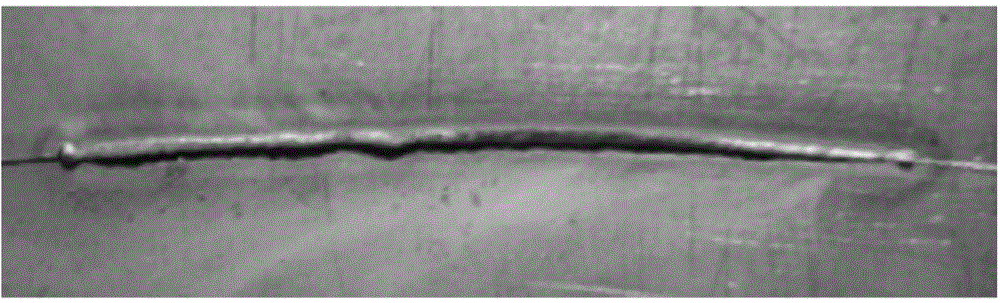
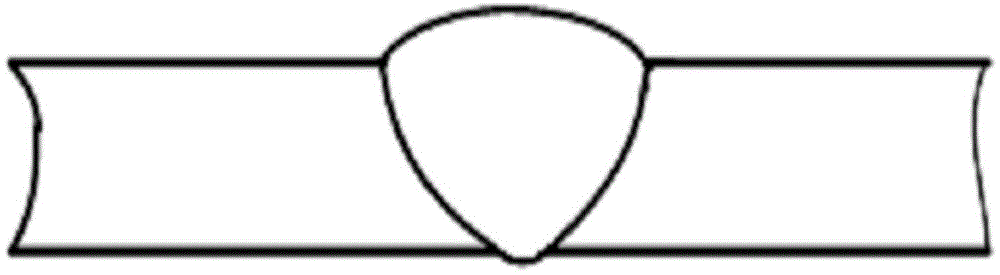
[0025] The welding effect diagram of the embodiment is shown in figure 2 , 3 , the specific laser excitation molten pool penetration control includes the following steps:
[0026] 1. Adjust the spatial position o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More