Heat conducting reflection film and backlight module set
A reflective film and reflective layer technology, applied in the field of reflective film, can solve problems such as wrinkles and reflective film bending, achieve uniform heating, reduce production costs, and ensure film formation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
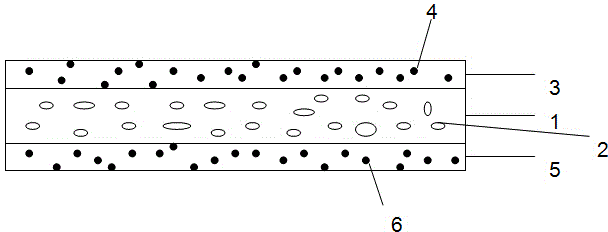
[0029] For the preparation method of the above heat-conducting reflective film, according to the weight percentage, add diffusion particles: 1% to 10% by weight, PET: 90% by weight to 99% by weight; add reflective particles to the No. B extruder Particles: 20% by weight to 70% by weight, incompatible resin: 3% by weight to 15% by weight, PET: 15% by weight to 77% by weight; adding heat-conducting particles to No. C extruder: 1% by weight to 5% by weight %, PET: 50% by weight to 99% by weight. Through the die head of A / B / C structure, the method of three-layer co-extrusion is used to extrude a thick sheet from the die head, and the sheet is cast, biaxially stretched, heat-set and rolled to obtain a film with both heat conduction and diffusion functions. Thermal reflective film.
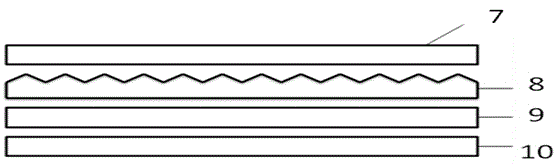
[0030] Such as figure 2 As shown, the heat-conducting reflective film of the present invention is used in the backlight module, which can reduce the amount of diffusion film, and play a positive role...
Embodiment 1
[0033]Add 1kg of titanium dioxide and 9kg PET as raw materials for the diffusion layer to layer A of the A / B / C three-layer extruder, add 0.8kg polyolefin resin, 6kg barium sulfate, and 13.2kg PET for the reflective layer to layer B, and add 0.1kg of aluminum oxide with a particle size of 0.01μm, 9.9kg of PET. The above-mentioned three components A, B, and C are simultaneously fed into a twin-screw extruder and melted at 290°C. Adjust the extrusion volume of the three extruders, pass the above three molten materials through a co-extrusion die, and cast the melt onto a rotating cooling roll to form an amorphous A / B / C three-layer structure Cast slabs. After the cast slab is preheated, the longitudinal stretching ratio is sequentially stretched at a ratio of 3.3, and the lateral stretching ratio is carried out at a ratio of 3.5. Heat setting, and finally after cooling, winding and other processes, a heat-conducting reflective film is obtained. The total thickness of the heat-con...
Embodiment 2
[0035] Add 1kg of titanium dioxide and 9kg PET as raw materials for the diffusion layer to layer A of the A / B / C three-layer extruder, add 1.2kg polyolefin resin, 6kg barium sulfate, and 12.8kg PET for the reflective layer to layer B, and add 0.5kg of aluminum nitride with a particle size of 0.1μm, 9.5kg of PET. The above-mentioned three components A, B, and C are simultaneously fed into a twin-screw extruder and melted at 290°C. Adjust the extrusion volume of the three extruders, pass the above three molten materials through a co-extrusion die, and cast the melt onto a rotating cooling roll to form an amorphous A / B / C three-layer structure Cast slabs. After the cast slab is preheated, the longitudinal stretching ratio is sequentially stretched at a ratio of 3.3, and the lateral stretching ratio is carried out at a ratio of 3.5. Heat setting, and finally after cooling, winding and other processes, a heat-conducting reflective film is obtained. The total thickness of the heat-c...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com