

A method for preparing neutron absorption plate by using hot isostatic pressing welding process
A technology of neutron absorbing plate and hot isostatic pressing, which is applied to other manufacturing equipment/tools, turbines, engine components, etc., can solve the problem of not being able to meet the needs of large-sized neutron absorbing plates, unable to prepare large-sized blanks, and affecting material quality and other issues, to achieve the effects of easy purchase, less defects, and low material requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
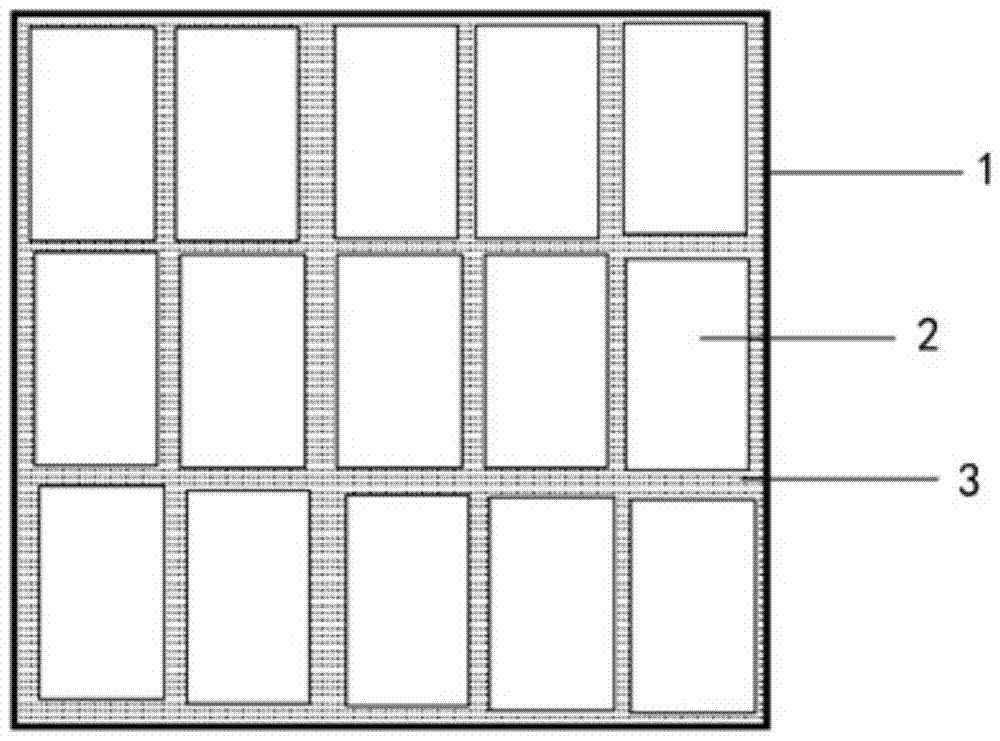
Image

Examples
Embodiment 1
[0033](1) Take a total of 10 kg of boron carbide powder with an average Fischer particle size of 5 μm and pure aluminum powder with a Fischer average particle size of 25 μm in a mass ratio of 25:75, and place them in a three-dimensional mixer with a ball-to-material ratio of 1.5 : 1, the mixing time is 6 hours, and the mixed powder obtained with Fischer's average particle size is 20 μm; the purity of the boron carbide powder and pure aluminum powder used is 99.8%;
[0034] (2) Put the mixed raw material, that is, the mixed powder, in a vacuum melting furnace for vacuum melting. The vacuum melting temperature is 680°C, the melting time is 3 hours, and the vacuum degree is -0.1MPa. During the melting process, the aluminum powder starts to melt. Stir, and stop stirring when the aluminum powder is completely melted, so that the melt is mixed evenly, and the melt is cooled after die casting to obtain a 20×60×200mm (thickness×width×length) aluminum-based boron carbide block;
[0035...
Embodiment 2
[0041] (1) Take boron carbide powder with an average Fischer particle size of 15 μm and pure aluminum powder with an average Fischer particle size of 15 μm in a mass ratio of 30:70 to take a total of 10 kg, and place them in a three-dimensional mixer with a ball-to-material ratio of 2 : 1, the mixing time is 6 hours, and the mixed powder obtained with Fischer's average particle size is 15 μm; the purity of the used boron carbide powder and pure aluminum powder is 99.8%;
[0042] (2) Put the mixed raw material, that is, the mixed powder, into a vacuum melting furnace for vacuum melting. The vacuum melting temperature is 690°C, the melting time is 3 hours, and the vacuum degree is -0.1MPa. During the melting process, the aluminum powder starts to melt. Stir, and stop stirring when the aluminum powder is completely melted, so that the melt is mixed evenly, and the melt is molded and cooled to obtain a 10×50×100mm (thickness×width×length) aluminum-based boron carbide block;
[004...
Embodiment 3
[0048] (1) Take a total of 20kg of boron carbide powder with an average Fischer particle size of 30 μm and pure aluminum powder with an average Fischer particle size of 40 μm at a mass ratio of 50:50, and place them in a three-dimensional mixer with a ball-to-material ratio of 2 : 1, the mixing time is 6 hours, and the mixed powder obtained with Fischer's average particle size is 35 μm; the purity of the used boron carbide powder and pure aluminum powder is 99.8%;
[0049] (2) Put the mixed raw material, that is, the mixed powder, into a vacuum melting furnace for vacuum melting. The vacuum melting temperature is 700°C, the melting time is 3 hours, and the vacuum degree is -0.1MPa. During the melting process, the aluminum powder starts to melt. Stir, and stop stirring when the aluminum powder is completely melted, so that the melt is mixed evenly, and the melt is cooled after die casting to obtain a 20×60×200mm (thickness×width×length) aluminum-based boron carbide block;
[00...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More