

Device for casting cylinder cover
A cylinder head and tooling technology, applied to casting molding equipment, casting molds, casting mold components, etc., can solve the problem of high chilling intensity, narrow temperature gradient, easy formation of loose defects in castings, and difficulty in ensuring the mutual position and wall thickness of sand cores , Dimensional changes and other issues, to achieve the effect of maintenance costs without stopping the line, reducing the incidence of internal defects, and solving cracks and loose defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] The concrete structure of the present invention is illustrated by the following procedures:
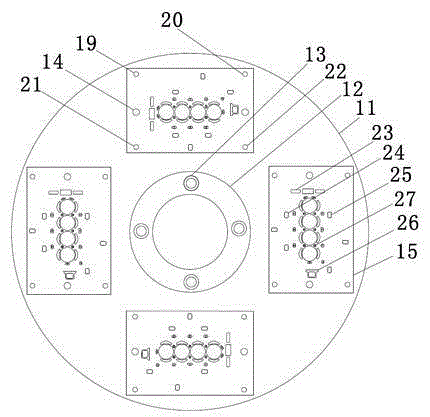
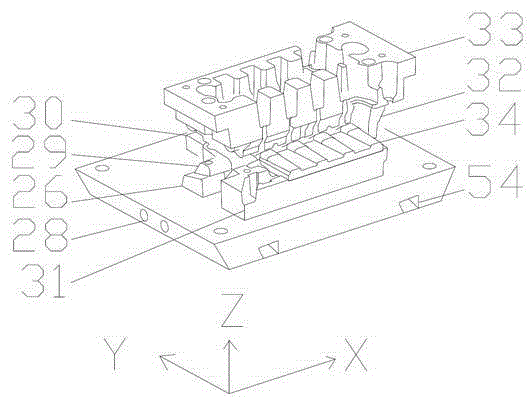
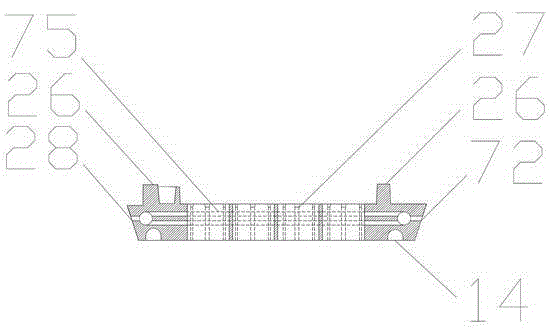
[0044] 1. Assembly core ( figure 1 , 2 middle):
[0045] The workbench 11 is fixed on the rotating shaft 12 with bolts 13 and rotates counterclockwise; the core assembly tool is positioned on the workbench 11 using the pin hole 14, and there are pick-up holes 19, 20, 21, 22 for the manipulator to pick up the core plate. 15 is equipped with sand core positioning support devices such as: water channel sand core seat 26, exhaust sand core seat 24, runner sand core seat 25, oil channel sand core seat 23; through hole 27 is equipped with exhaust plug 62 and casting mold The airtight hatch 55 of the bottom mold is connected, and the side of the core plate is provided with an air-cooling hole (that is, the first vent hole) 28 .
[0046] The sand core is equipped with a positioning device that matches the convex and concave. When the core is assembled, the water channel sand core se...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More