

Control method of metal material laser 3D printing in-situ preheating temperature
A 3D printing, preheating temperature technology, applied in the direction of additive manufacturing, additive processing, process efficiency improvement, etc., can solve the problems of difficult preheating temperature, strict requirements on the heat dissipation capacity of laser equipment, etc., and achieve a wide range of preheating temperature range , Accelerate the research and development of laser forming technology, and control the effect of residual stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
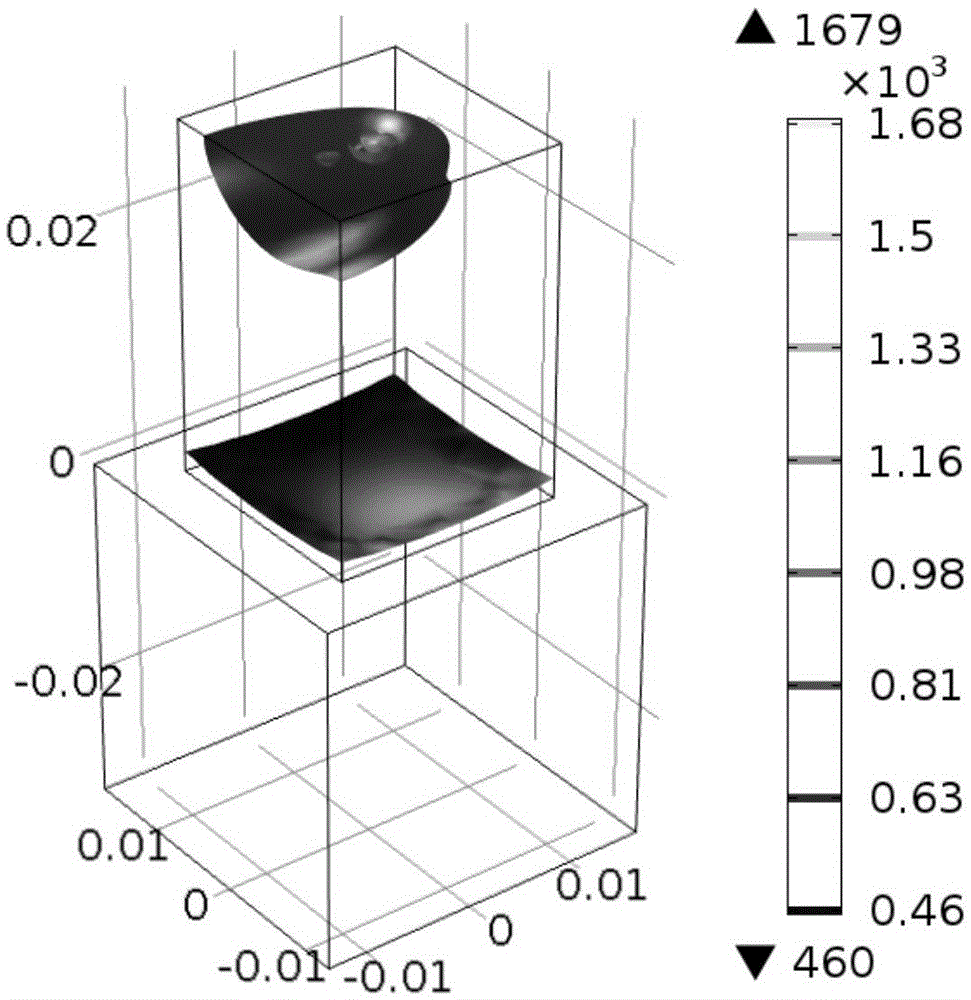
[0087] Taking pure iron as an example, print on a pure iron substrate with a length of 3cm×width 3cm×height 3cm. During the printing process, when the size of the printed iron block is about 2cm×width 2cm×height 3cm, the average temperature of 2cm near the molten pool is controlled at 600 Celsius.
[0088] Because the difference between the preheating temperature and room temperature is about 600 degrees Celsius, the preheating temperature is relatively low, and the boundary conditions are set as pure iron substrate placed on a large piece of steel with high thermal conductivity. The intermittent time of switching on light is chosen as 0.1s which is commonly used, and one of the process parameters that meets expectations through calculation and simulation is that the laser scanning speed is 5mm / s, and the laser power is controlled at 1500W. Through this set of process parameters, the calculation results of the temperature field distribution at a certain moment during the laser...
Embodiment 2
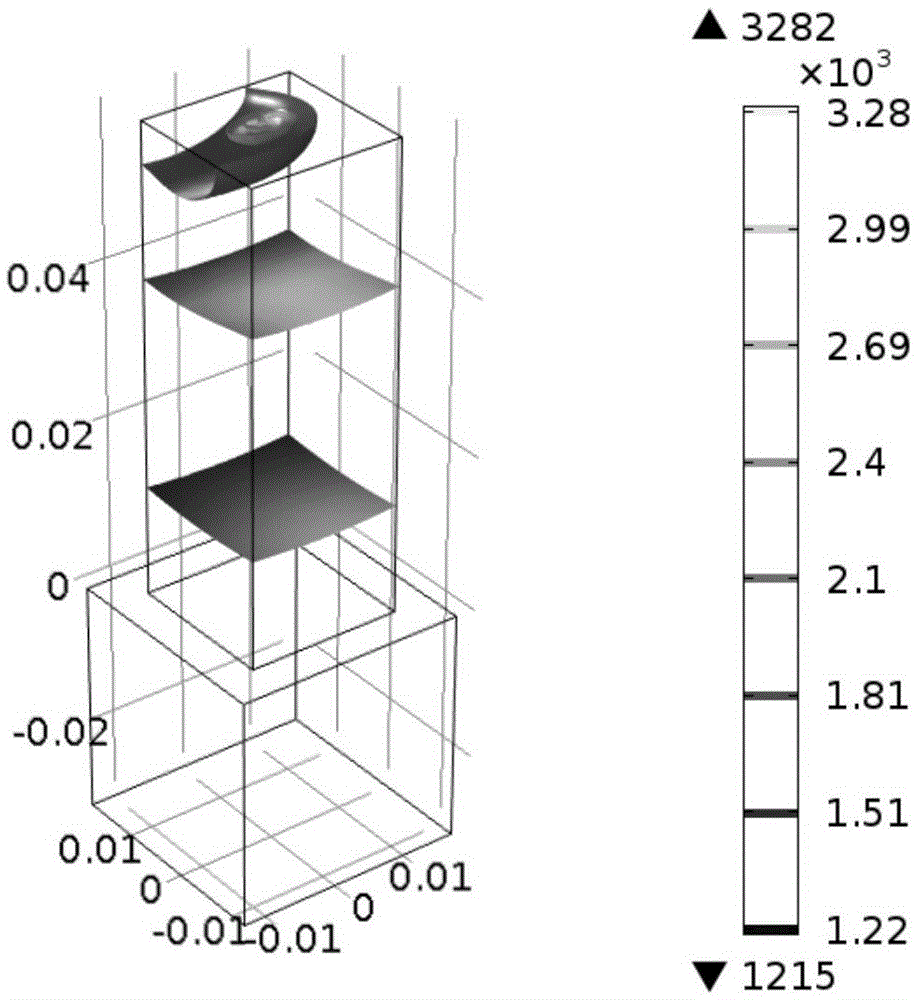
[0090] Taking pure iron as an example, print on a pure iron substrate with a length of 3cm×width 3cm×height 3cm. When the printing process is carried out until the size of the printed iron block is about 2cm×width 2cm×height 9cm, the average temperature of 2cm near the molten pool is controlled at 1100 Celsius.
[0091] Because the difference between the preheating temperature and room temperature is about 1100 degrees Celsius, the preheating temperature is relatively high, and the boundary conditions are set to be pure iron substrates placed on heat-resistant bricks with low thermal conductivity. The interval time is selected as short as 0.01s, and one process parameter that meets expectations through calculation and simulation is that the laser scanning speed is 10mm / s, and the laser power is controlled at 2000W. Through this set of process parameters, the calculation results of the temperature field distribution at a certain moment during the laser printing process are as f...
Embodiment 3
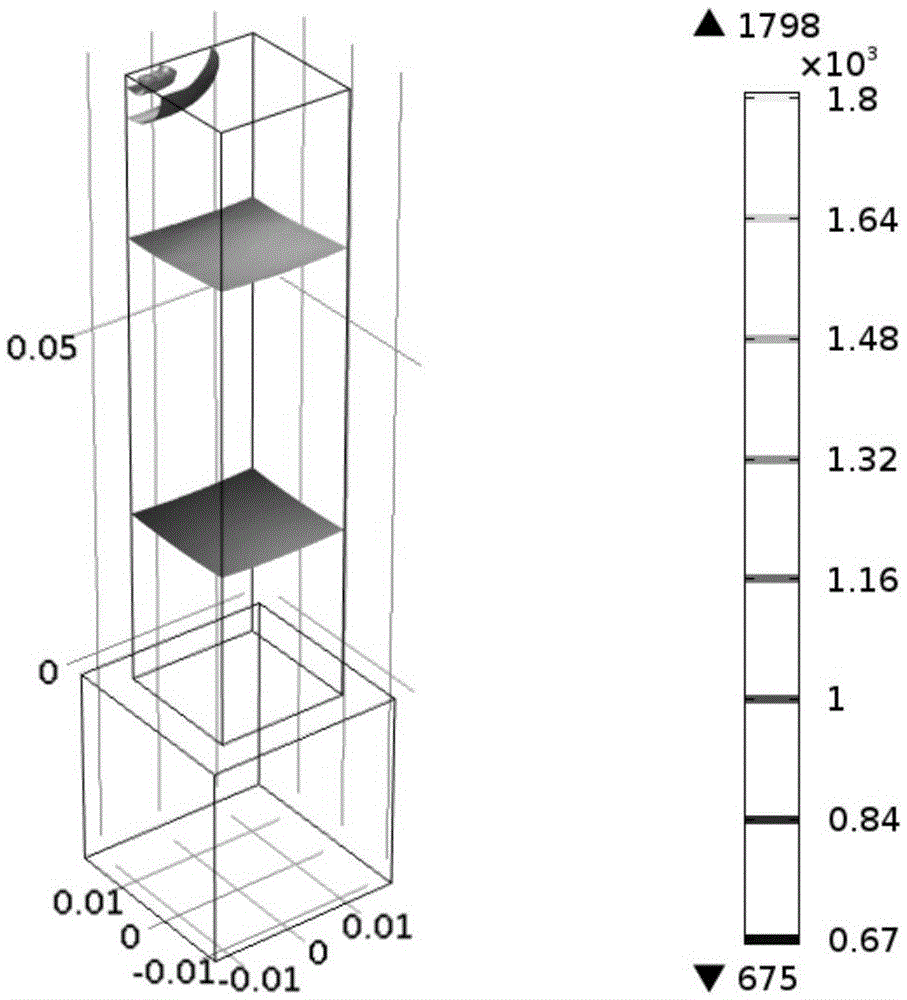
[0093] The melting point of niobium is about 2400 degrees Celsius, and its alloy is an ultra-high temperature structural material under development. If you want to obtain niobium-based structural parts with low residual stress and no cracking by laser printing, it is necessary to preheat the substrate to an ultra-high temperature. Taking pure niobium as an example, print on a pure niobium substrate with a length of 3cm×width 3cm×height 3cm. During the printing process, when the size of the printed niobium block is about 2cm×width 2cm×height 6cm, the average temperature of 2cm near the molten pool is controlled at 1800 degrees Celsius.
[0094] Because the difference between the preheating temperature and room temperature is about 1800 degrees Celsius, the preheating temperature is very high, and the boundary conditions are set to be pure niobium matrix wrapped with zirconia fiber felt (an insulation material with a maximum service temperature of 2200 degrees Celsius), and duri...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More