

Machining method for radial high-precision small square holes of rotary part
A processing method and technology of a rotary body, applied in the field of mechanical processing, can solve problems such as complex electrode processing technology, irregular shape of square holes, poor dimensional consistency, etc., and achieve good consistency, low part pass rate, and high processing dimensional accuracy Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0015] 1. The outer circle is from the size of the outer grinding to the The inner diameter is from wire cutting and honing processing size to
[0016] 2. Electrode processing requires the following steps:
[0017] Electrode material: copper tungsten alloy
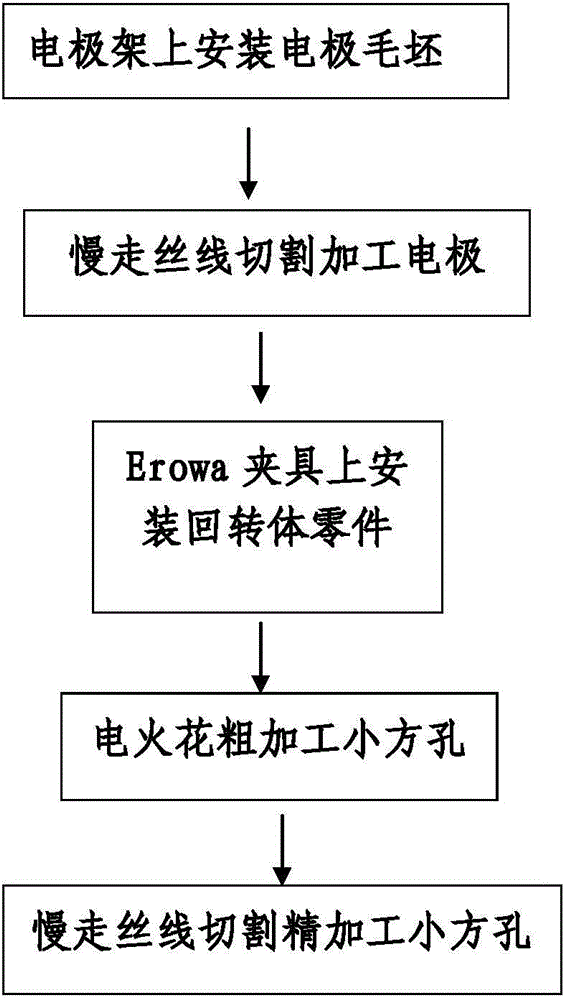
[0018] 1) Electrode blank processing: wire cutting and flat grinding are used to process it into a strip shape of 40×5×2mm.
[0019] 2) Clamp the electrode blank in the electrode frame and tighten it with screws.
[0020] 3) Use the alignment function of the slow wire machine tool to determine the center on both sides of the electrode, which is the processing origin of the electrode. The parameters are set as follows:
[0021] Machine tool: AgieCharmilles ROBFIL2030SI, Switzerland
[0022] Electrode wire: Galvanized copper wire
[0023] Wire speed: 6.8m / min
[0024] Wire tension: 0.48N
[0025] Spray pressure: 0
[0026] Pulse width: 3.0μs
[0027] Pulse interval: 6.6μs
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More