Cast iron pot with composite material as sand mould and casting method thereof
A composite material, cast iron pot technology, used in casting molding equipment, casting molds, cores, etc., can solve the problems of blisters or pores on the surface, affecting product performance, and protrusions on the surface of castings, reducing shrinkage cavities. and cracks, improved technical means, and the effect of small comprehensive thermal resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
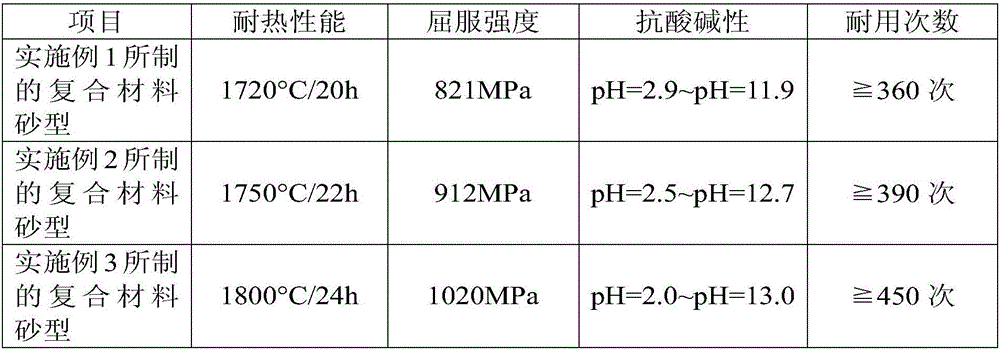
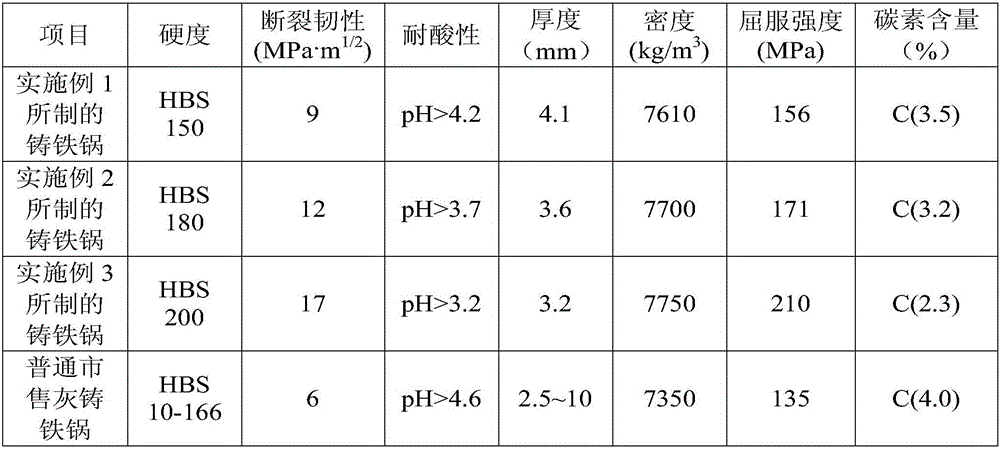
Embodiment 1
[0035] Casting method of cast iron pot using composite material as sand mold
[0036] Include the following steps:
[0037] Step S1, preparation of composite material sand mold: quantitatively weigh 300 parts of quartz sand, 250 parts of alumina, 30 parts of asbestos powder, 10 parts of dolomite, 10 parts of magnesite, 10 parts of kaolin, 10 parts of orthoclase, and 10 parts of graphite Mix the raw materials evenly and put them into a ball mill for 12 hours, take them out and dry them for 8 hours, pass the dried raw materials through a 20-mesh sieve, mix the sieved raw materials into the required composite material sand mold, and place the composite material sand mold in a closed high pressure resistant In the container, apply a layer of butter inside the composite sand mold.
[0038] Step S2, high-pressure casting of cast iron pot: Put the cast iron block into the iron melting furnace, fully heat the cast iron block to 1430°C, completely melt the cast iron block into molten ...
Embodiment 2
[0042] Casting method of cast iron pot using composite material as sand mold
[0043] Include the following steps:
[0044]Step S1, preparation of composite material sand mold: quantitatively weigh 500 parts of quartz sand, 450 parts of alumina, 100 parts of asbestos powder, 50 parts of dolomite, 50 parts of magnesite, 50 parts of kaolin, 50 parts of orthoclase, and 30 parts of graphite Mix the raw materials evenly and put them into a ball mill for 24 hours, take them out and dry them for 12 hours, pass the dried raw materials through a 40-mesh sieve, mix the sieved raw materials into the required composite material sand mold, and place the composite material sand mold in a closed high pressure resistant In the container, apply a layer of butter inside the composite sand mold.
[0045] Step S2, high-pressure casting of cast iron pot: Put the cast iron block into the melting iron furnace, fully heat the cast iron block to 1450°C, completely melt the cast iron block into molten...
Embodiment 3
[0049] Casting method of cast iron pot using composite material as sand mold
[0050] Include the following steps:
[0051] Step S1, preparation of composite material sand mold: quantitatively weigh 530 parts of quartz sand, 380 parts of alumina, 55 parts of asbestos powder, 30 parts of dolomite, 30 parts of magnesite, 25 parts of kaolin, 25 parts of orthoclase, 18 parts of graphite Mix the raw materials evenly and put them into a ball mill for 18 hours, take them out and dry them for 10 hours, pass the dried raw materials through a 30-mesh sieve, and mix the sieved raw materials into the required composite material sand mold, and place the composite material sand mold in a closed high pressure resistant In the container, apply a layer of butter inside the composite sand mold.
[0052] Step S2, high-pressure casting of cast iron pot: Put the cast iron block into the iron melting furnace, fully heat it to 1440°C to completely melt the cast iron block into molten iron, then slo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More