

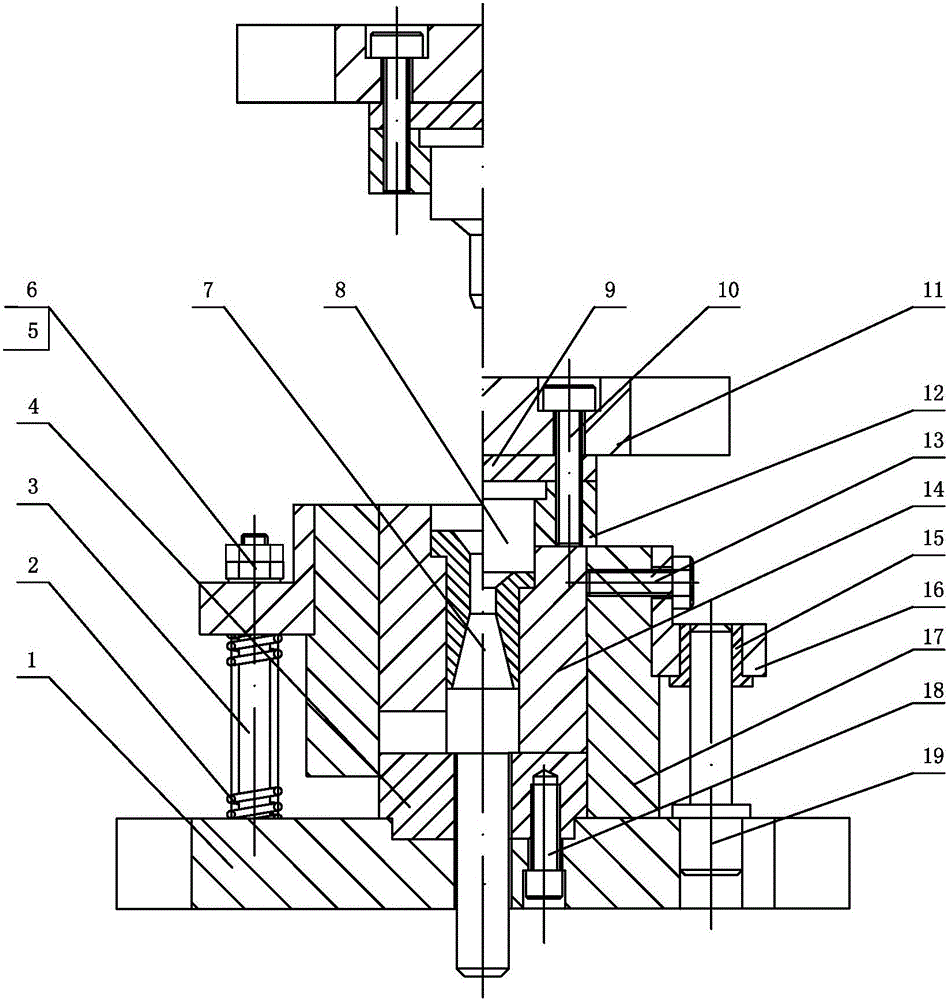
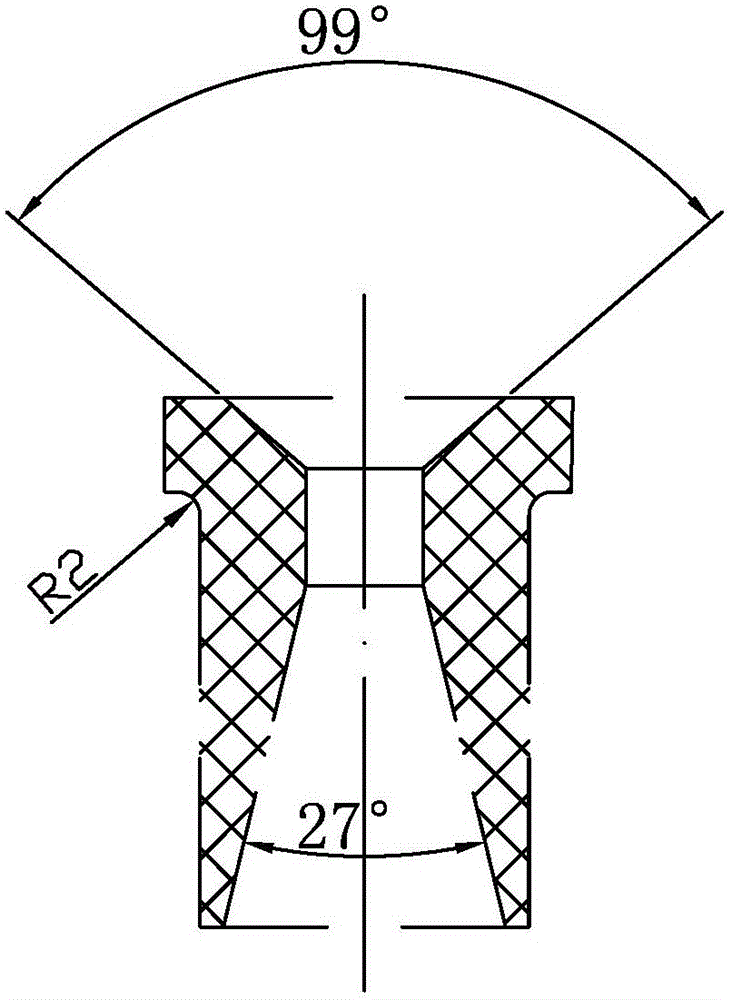
Forming technological method and forming mould for engine jet pipe
A technology of engine nozzle and molding process, which is applied in the direction of manufacturing tools, furnace types, metal processing equipment, etc., can solve the problems of nozzle throat erosion and burning, high temperature resistance, high pressure performance, etc., to improve performance indicators and ensure Density and strength, effect of improving usage accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0045] Specific embodiment one: a kind of molding process method of engine nozzle of the present embodiment, it comprises the following steps:
[0046] Step 1. Prepare materials:
[0047] First: Iron powder annealing: Deoxidize the unannealed iron powder in an ammonia protection furnace at 700-750 °C, keep it warm for 1.5-2 hours, and the temperature of the furnace should not exceed 200 °C;
[0048] Second: sieving: the cooled iron powder is passed through a 60-150 mesh sieve;
[0049] Third: Ingredients: Calculate the weight of each raw material according to the ratio requirements according to the total weight of the primary mixture;
[0050] Fourth: Mixing: Put the finished powder into the mixer and mix at a speed of 20-30r / min for 3-4 hours;
[0051] Fifth: Sieve again: the mixed powder is passed through a 60-mesh sieve again to remove agglomerated impurities;
[0052] Step 2. Equipment preparation:
[0053] First: Equipment debugging; Second: Install the mold;
[0054...
specific Embodiment approach 2
[0068]Specific implementation mode 2: In step 4 of this implementation mode, it is sent into the sintering furnace mouth, and the temperature in the heating section is 600°C. Using a powder metallurgy sintering furnace under the protection of an inert gas, put the pre-pressed blank into a sealed box, push it into the inlet heating section with a temperature of 600°C, and the high temperature section at 1100-1150°C (sintering 1.2-1.5h), and the temperature of the outlet In a furnace at 650-750°C, the pre-sintering time takes 3-4 hours. It is convenient to ensure the sintering quality. Other compositions and connections are the same as in the first embodiment.
specific Embodiment approach 3
[0069] Specific implementation mode three: in step four of this embodiment mode, when running to the high-temperature section of the furnace at 1100-1150°C, sinter for 1.5-2 hours until it is released at 650-750°C. It is convenient to ensure the sintering quality. Other compositions and connections are the same as those in Embodiment 1 or Embodiment 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More