

1000 MPa-grade high-strength and high-plasticity hot-rolled steel plate and manufacturing method thereof
A hot-rolled steel sheet and high-strength technology, which is applied to 1000MPa-grade high-strength and high-plastic hot-rolled steel sheet and its manufacturing field, can solve the problems of high industrial production cost, difficult smelting, poor processing performance, etc., and achieve the effect of reducing production cost.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] The chemical composition of the high-strength high-plasticity steel in the examples is shown in Table 1.
[0028] Table 1 Chemical Composition (wt.%)
[0029]
[0030] Its manufacturing method is carried out according to the following steps:
[0031] (1) Smelt molten steel in a pressurized induction furnace according to the ingredients and ingredients in Table 1, vacuumize and make the molten steel temperature reach 1600°C;
[0032] When the pressure in the furnace is lower than 5 Pa, nitrogen with a purity of 99.9993% is charged to make the nitrogen pressure in the furnace reach 2 atmospheres. Before casting, raise the nitrogen pressure in the furnace to 5 atmospheres, and keep the pressure for 30 minutes after casting to obtain ingots;
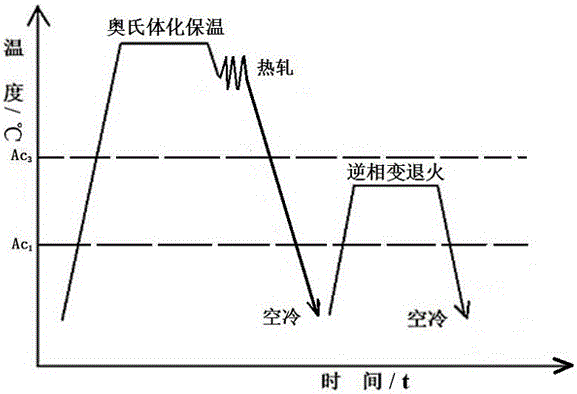
[0033] (2) Heating the cast ingot to 1200°C with the furnace and keeping it warm for 1 hour, followed by 8 passes of hot rolling, the starting and finishing temperatures were 1160°C and 860°C respectively, and cooled to room temp...
Embodiment 2
[0036] The chemical composition of the advanced high-strength steel in this example is shown in Table 2.
[0037] Table 2 Chemical Composition (wt.%)
[0038]
[0039] Its manufacturing method is carried out according to the following steps:
[0040] (1) Smelt molten steel in a pressurized induction furnace according to the ingredients and ingredients in Table 2, vacuumize and make the temperature of molten steel reach 1580°C;
[0041] When the pressure in the furnace is lower than 5 Pa, nitrogen with a purity of 99.9993% is charged to make the nitrogen pressure in the furnace reach 3 atmospheres. Before casting, the nitrogen pressure in the furnace needs to be increased to 4 atmospheres, and after the casting is completed, the pressure needs to be maintained for 35 minutes to obtain ingots;
[0042](2) Heat the cast ingot to 1200°C with the furnace and hold it for 2 hours, then go through 7 passes of hot rolling, the starting temperature and final rolling temperature are...
Embodiment 3
[0045] The chemical composition of the high-strength high-plasticity steel in the examples is shown in Table 3.
[0046] Table 3 Chemical Composition (wt.%)
[0047]
[0048] Its manufacturing method is carried out according to the following steps:
[0049] (1) Smelt molten steel in a pressurized induction furnace according to the ingredients and ingredients in Table 3, vacuumize and make the molten steel temperature reach 1550°C;
[0050] When the pressure in the furnace is lower than 5Pa, fill nitrogen with a purity of 99.9993%, so that the nitrogen pressure in the furnace reaches 2 atmospheres. Before casting, the nitrogen pressure in the furnace needs to be raised to 6 atmospheres. Press for 40 minutes to obtain an ingot;
[0051] (2) Heating the cast ingot to 1150°C with the furnace and holding it for 2 hours, then after 9 passes of hot rolling, the starting and finishing temperatures were 1100°C and 810°C, respectively, and cooled to room temperature in the air afte...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More