

Online double phosphating method for steel wires and continuous production equipment for method
A technology for production equipment and steel wire, applied in the direction of phosphating, metal material coating technology, etc., can solve the problems of high environmental protection treatment cost, a large amount of acidic waste water and waste gas, environmental pollution, etc., to improve equipment utilization, improve multi-purpose use, The effect of reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
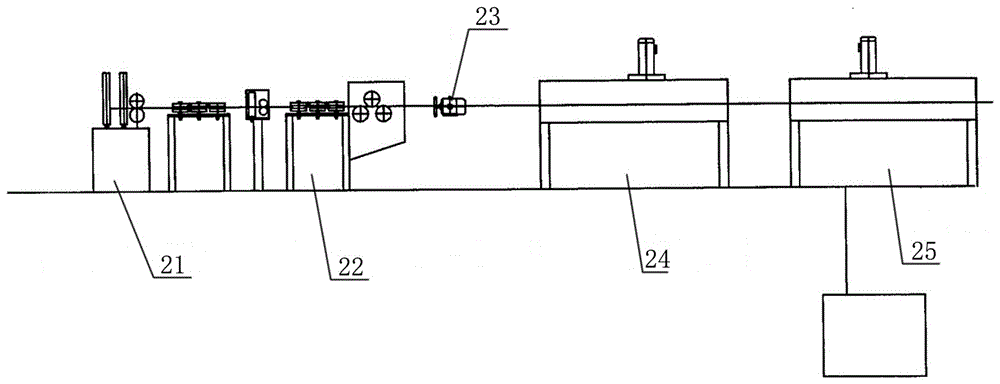
[0031] Example 1 (see figure 1 shown)
[0032] Step 1. After straightening the 10#, Φ6.5mm wire rod, pass two sets of shelling wheels 22 perpendicular to each other to realize the horizontal peeling and longitudinal peeling treatment of the oxide scale on the steel wire surface;
[0033] Step 2. After the shelled steel wire passes through the steel brush, the remaining oxide skin on the surface of the steel wire can be completely removed;
[0034] Step 3. Rinse the surface of the peeled and peeled steel wire through the washing tank I 24 equipped with steel balls and connected to high-pressure water, and then enter the low-temperature electrolytic pickling tank 25 for activation. Activation is to pass the steel wire through a phosphoric acid solution with a concentration of 15% for 5-10 seconds. Then the steel wire enters the medium-low temperature phosphating tank 31 for pre-phosphating, the phosphating temperature is 45-55° C., and the time is 10-20 seconds. The surface ...
Embodiment 2
[0038] Step 1. After straightening the 55CrSi, Φ7.3 mm peeling and normalizing wire, pass two sets of peeling wheels 22 perpendicular to each other, and select the appropriate size of the peeling wheels 22 and the wrapping angle to realize the horizontal peeling and peeling of the oxide skin on the steel wire surface. Longitudinal peeling;
[0039] Step 2. After the shelled steel wire passes through the steel brush, the remaining oxide skin on the surface of the steel wire can be completely removed;
[0040]Step 3. Rinse the surface of the peeled and peeled steel wire through the washing tank I 24 equipped with steel balls and connected to high-pressure water, and then enter the low-temperature electrolytic pickling tank 25 for activation. Activation is to pass the steel wire through a phosphoric acid solution with a concentration of 15% for 5-10 seconds. Then the steel wire enters the medium-low temperature phosphating tank 31 for pre-phosphating, the phosphating temperature...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More