

Heat treatment method of forged piece of industrial steam turbine rotor
A technology of industrial steam turbines and heat treatment methods, applied in heat treatment furnaces, heat treatment equipment, furnace types, etc., can solve the problems that heat treatment methods cannot achieve, and achieve the effects of reducing tissue stress and thermal stress, reducing residual stress, and improving strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] In this embodiment, the industrial steam turbine rotor forging is as figure 1 The shaft diameter D shown is 1000mm, the material is 30CrMoNiV, the specific chemical composition is C: 0.28~0.34%, Si: ≤0.30%, Mn: 0.30~0.80%, P: ≤0.012%, S: ≤0.012%, Cr : 1.10-1.40%, Ni: 0.50-0.75%, Mo: 0.80-1.20%, V: 0.25-0.35%, Cu: ≤0.20%, Al: ≤0.01%, and the rest is Fe.
[0029] The heat treatment method of industrial steam turbine rotor forging in the present embodiment comprises the following steps:
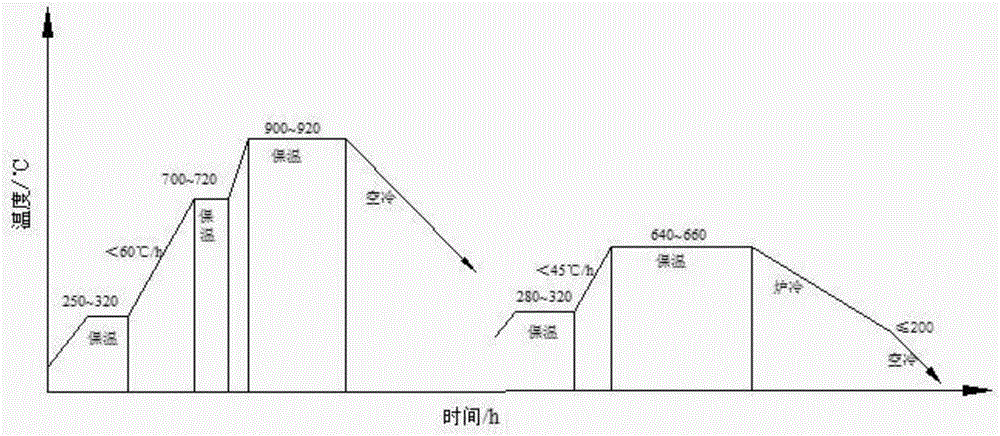
[0030] (1), preparatory heat treatment (such as figure 2 shown):
[0031] a) Normalizing: Heat the industrial steam turbine rotor forgings in a bench-top heat treatment furnace using a stepwise heating method, from room temperature to 250-320°C for 6 hours, and then at a heating rate of <60°C / h to 700-720°C for heat preservation 3h, then quickly heated to 900-920°C and kept for 20h, after the heat preservation was completed, it was taken out of the furnace and air-cooled;
[0032] b)...
Embodiment 2
[0037] In this embodiment, the industrial steam turbine rotor forging is as figure 1 The shaft diameter D shown is 1100mm, and the material is 30CrMoNiV, which has the same chemical composition as that in Example 1. The heat treatment method of industrial steam turbine rotor forging in the present embodiment comprises the following steps:
[0038] (1), preparatory heat treatment (such as figure 2 shown):
[0039] a) Normalizing: Heat the industrial steam turbine rotor forgings in a bench-top heat treatment furnace using a stepwise heating method, from room temperature to 250-320°C for 6 hours, and then at a heating rate of <60°C / h to 700-720°C for heat preservation 3h, then rapidly heated to 900-920°C and kept for 22h, after the heat preservation was completed, it was taken out of the furnace and air-cooled;
[0040] b) Tempering: Heating the industrial steam turbine rotor forgings in a desktop heat treatment furnace, keeping it at 280-320°C for 10 hours, then heating at a h...
Embodiment 3
[0045] In this embodiment, the industrial steam turbine rotor forging is as figure 1 The shaft diameter D shown is 1300 mm, and the material is 30CrMoNiV, which has the same chemical composition as that in Example 1. The heat treatment method of industrial steam turbine rotor forging in the present embodiment comprises the following steps:
[0046] (1), preparatory heat treatment (such as figure 2 shown):
[0047] a) Normalizing: Heat the industrial steam turbine rotor forgings in a bench-top heat treatment furnace using a stepwise heating method, from room temperature to 250-320°C for 6 hours, and then at a heating rate of <60°C / h to 700-720°C for heat preservation 3h, then quickly heated to 900-920°C and kept for 26h, after the heat preservation was completed, it was taken out of the furnace and air-cooled;
[0048] b) Tempering: Heating the industrial steam turbine rotor forgings in a bench-top heat treatment furnace, keeping it at 280-320°C for 10 hours, then heating a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More