

A Fiber-Metal Hyperhybrid Composite Laminate Mechanical Shot Peening Forming and Strengthening Method
A mechanical shot peening and composite layer technology, applied in chemical instruments and methods, lamination, layered products, etc., can solve the problems of high mold cost, inability to meet the manufacturing requirements and preparation of aerospace components, and achieve strong processing flexibility. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
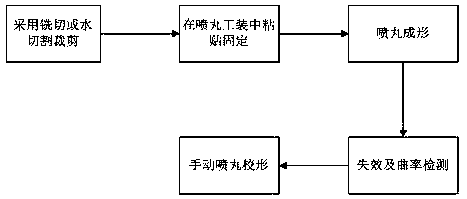
[0033] Embodiment 1: with reference to attached figure 1 A kind of fiber-metal super-hybrid composite laminate mechanical shot-peening forming and strengthening method shown, comprises the following steps:
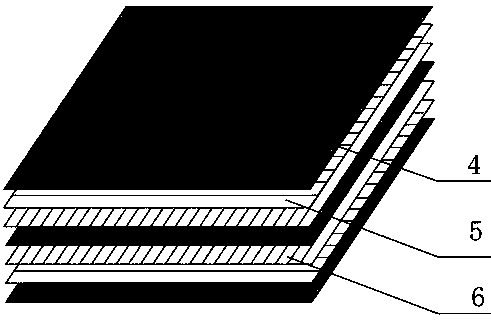
[0034] In the first step, select a 3 / 2 structure with a thickness of 1.5mm, such as image 3 As shown, the glass fiber-aluminum alloy super-hybrid composite material with the fiber laying direction of 0° / 90°, the uppermost layer is the metal layer 4, the middle is the 0° fiber layer 5, and the bottom is the 90° fiber layer 6. The specific material The components are S4 high-strength glass fiber, epoxy resin, and 2024 aluminum alloy;
[0035] The second step is to cut the material to 6000mm×1000mm by CNC milling. The specific milling process parameters are: speed 14000r / min, feed speed 2m / min, back cutting amount 0.1mm, tool diameter 1mm, Oil cooler;
[0036] The third step is to fix the glass fiber-aluminum alloy super-hybrid composite material on the surface of the suppo...
Embodiment 2
[0042] The first step is to select a 5 / 4 structure with a thickness of 2.6mm and a carbon fiber-titanium alloy super hybrid composite material with a fiber layup direction of 0° / 0°. The specific material components are T700 carbon fiber, polyimide resin, TC4 aluminum alloy;
[0043] In the second step, the material is cut to 600mm×600mm by CNC milling. The specific process parameters are: rotating speed 10000r / min, feed speed 1m / min, back cutting amount 0.1mm, tool diameter 2mm, water cooling;
[0044] The third step is to fix the carbon fiber-titanium alloy super hybrid composite material on the surface of the support device by bonding and fixing;
[0045] The fourth step is to select AZB600 ceramic projectiles, and perform single-sided shot peening on the material at a shot peening intensity of 0.25A, so that the material can obtain 80% shot peening coverage. The specific process parameters are: shot peening pressure 0.22MPa, flow rate 10Kg / min, distance 600mm, spray angle...
Embodiment 3
[0048] The first step is to select a 2 / 1 structure with a thickness of 1.0mm and a carbon fiber-aluminum alloy hybrid composite material with a fiber layup direction of 0° / 90° / 0°. The specific material components are T300 carbon fiber, polypropylene resin, 7075 aluminum alloy;
[0049] The second step is to cut the material to 3000mm×900mm by CNC milling. The specific milling process parameters are: speed 16000r / min, feed speed 2m / min, back cutting amount 0.05mm, tool diameter 05mm, Oil cooler;
[0050] The third step is to fix the carbon fiber-titanium alloy super hybrid composite material on the surface of the support device by bonding and fixing;
[0051] The fourth step is to select AZB210 ceramic projectiles, and carry out double-sided shot peening and strengthening of the material under the shot peening intensity of 0.105A, so that the material can obtain 100% shot peening coverage. The specific process parameters are: shot peening pressure 0.35MPa, flow rate 6Kg / min, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More