

Repair welding method of austenite stainless steel casted nuclear pump shell
A repair welding technology for austenitic stainless steel, applied in the field of defect repair, can solve problems such as welding stress direction and uneven distribution, achieve reasonable size and distribution, avoid weld cracks, and improve intergranular corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Step 1: Defect detection and treatment: Perform preliminary grinding and removal of possible defects in the sample. The grinding materials are only allowed to be emery, aluminum oxide, diamond, etc. and previously used on stainless steel or nickel-based materials, and use penetrant testing (PT) method inspection to ensure that there are no possible and hidden defects.
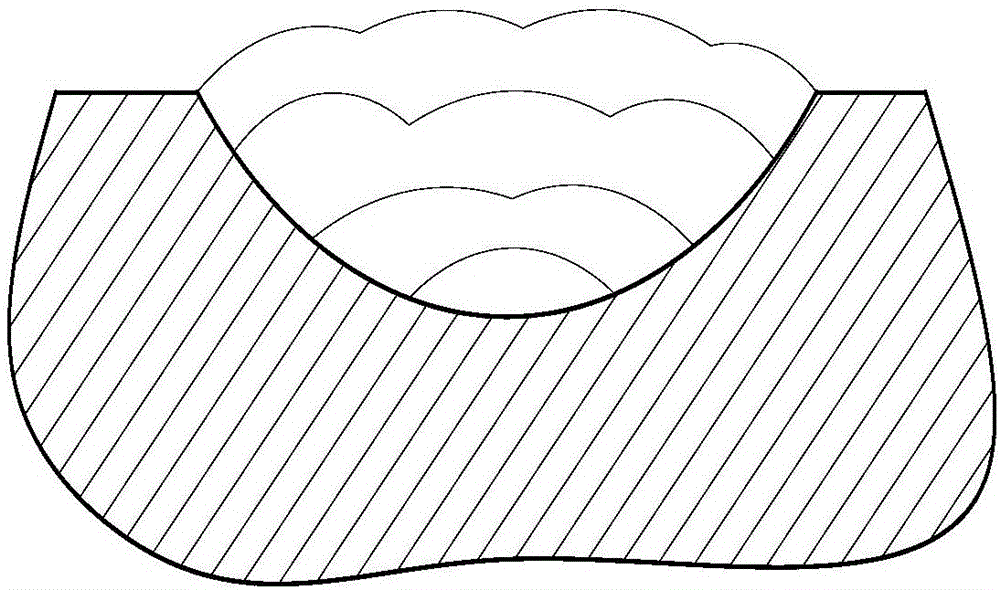
[0033] Step 2: Welding groove treatment: Divide the samples into two batches, one batch will finely grind the repair welding pits of the samples after removing the defects into an oval shape to ensure that the welding grooves are symmetrical and the arc is moderate and not greater than 120 degrees. The roughness is less than 12.5, and the groove depth is not greater than the radius of the minor axis of the ellipse Then the polished area was cleaned with acetone to avoid introducing other impurities, and the other batch was left untreated as Comparative Example 1.
[0034] The third step: welding rod tr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More