

Large-area composite plate explosive welding production process
An explosive welding and production process technology, which is applied in welding equipment, welding/welding/cutting items, manufacturing tools, etc., can solve the problems of air layer not being discharged in time and effectively, not recombined, bulging, etc., and achieves the improvement of the bonding rate of explosive welding interface and the effect of binding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
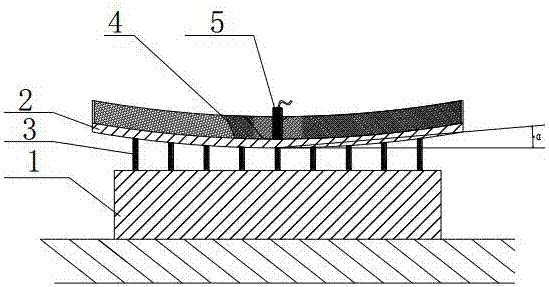
[0041] Such as figure 1 As shown, a large-area explosive welding composite plate production process, its specific steps are as follows:
[0042] The compound board 2 is made of SUS30408 with a thickness of 3mm. After tailor welding, the width is 2660 mm and the length is 9060 mm. Then the weld seam is ground and then leveled. After the leveling treatment, the unevenness of the whole board is ≤ 6 mm. The width is 2600mm, the length is 9000mm, annealing and leveling treatment are carried out, and the unevenness of the whole board after leveling treatment is ≤15㎜;
[0043] Use a grinder to clean the surface of the base plate 1 and double plate 2 to be compounded to eliminate defects such as scale and pits, until the fresh metal surface matrix is exposed, and polish until the surface roughness Ra≤0.0065mm;
[0044] Coat 1.5mm thick water glass on the upper surface of doubler plate 2;
[0045] Place the doubler plate 2 on the base plate 1, and arrange several gap colu...
Embodiment 2
[0068] Such as figure 1 As shown, a large-area explosive welding composite plate production process, its specific steps are as follows:
[0069] Double plate 2 is TA2, with a thickness of 8.0mm, a width of 3100mm, and a length of 8100mm. After the weld is ground, it is then leveled. After the leveling treatment, the unevenness of the whole plate is ≤6㎜; the base plate 1 is Q345R, with a thickness of 40mm and a width of 3160mm , length 8160mm, after annealing and leveling treatment, the unevenness of the whole board after leveling treatment is ≤15㎜;
[0070] Use a grinder to clean the surface of the base plate 1 and double plate 2 to be compounded to eliminate defects such as scale and pits, until the fresh metal surface matrix is exposed, and polish until the surface roughness Ra≤0.0065mm;
[0071] Spread 0.5mm thick butter on the upper surface of doubler board 2;
[0072] Place the doubler board 2 on the base plate 1, and arrange a number of gap columns 3 between ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Density | aaaaa | aaaaa |
| Shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More