

Method for controlling solidification structure of large-size TC4-DT titanium alloy ingot
A technology of TC4-DT and solidification structure, which is applied in the field of titanium alloy processing, can solve the problems of difficult grain breaking and coarse structure, and achieve the effect of uniform composition and structure of the ingot, and solve the effect of coarse solidification structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
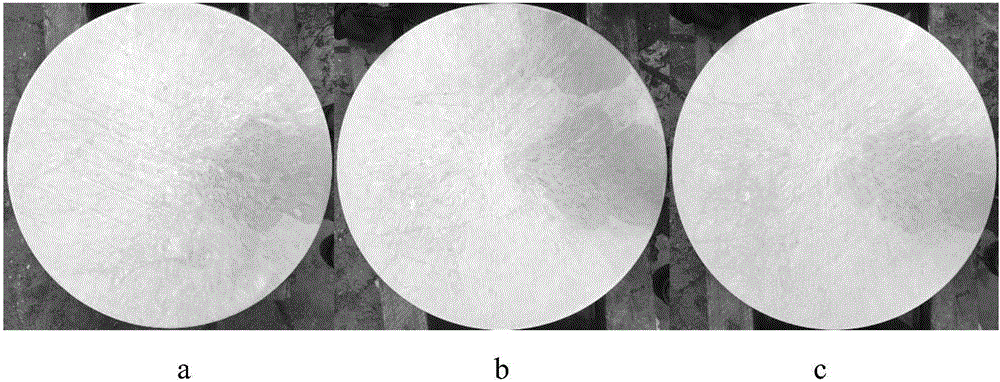
Embodiment 1
[0035] Step 1: Combine the national standard sponge titanium, aluminum vanadium master alloy, titanium silicon master alloy, Al beans and TiO 2 Dosing according to the ratio of Ti-5.8Al-3.6V-0.05Si-0.08O;
[0036] Step 2: Fully mix the above raw materials evenly. After the mixing is completed, use an 8,000-ton hydraulic press to press it into an electrode block, and the pressing pressure is 65MPa;
[0037] Step 3: vacuum plasma welding the electrode block obtained in step 2 to obtain a consumable electrode;
[0038] Step 4: Melting the consumable electrode obtained in step 3 in a vacuum tertiary electric arc furnace, specifically:
[0039] The crucible with a diameter of 560mm was used for the first melting. During the melting process, the vacuum degree was controlled below 5.0Pa, the melting current was 15-25kA, the melting voltage was 30-35V, the arc-stabilizing current was 12A, the arc-stabilizing cycle was DC, and the cooling time after melting was constant. Less than 5....
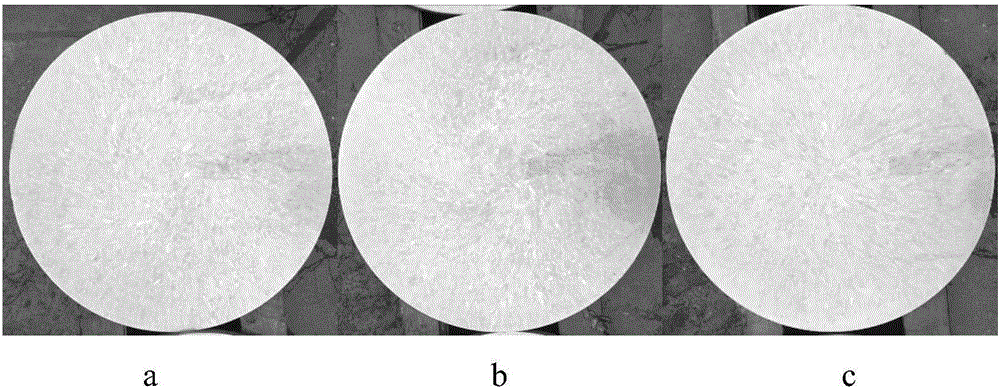
Embodiment 2
[0049] Step 1: Combine the national standard sponge titanium, aluminum vanadium master alloy, titanium silicon master alloy, Al beans and TiO 2 Dosing according to the ratio of Ti-6.0Al-4.0V-0.06Si-0.10O;
[0050] Step 2: Fully mix the above raw materials evenly. After the mixing is completed, use an 8,000-ton hydraulic press to press it into an electrode block, and the pressing pressure is 70MPa;
[0051] Step 3: vacuum plasma welding the electrode block obtained in step 2 to obtain a consumable electrode;
[0052] Step 4: Melting the consumable electrode obtained in step 3 in a vacuum tertiary electric arc furnace, specifically:
[0053] The crucible with a diameter of 640mm was used for the first smelting process. During the smelting process, the vacuum degree was controlled below 5.0Pa, the smelting current was 15-25kA, the smelting voltage was 30-35V, the arc-stabilizing current was 15A, the arc-stabilizing cycle was DC, and the cooling time after smelting was constant. ...
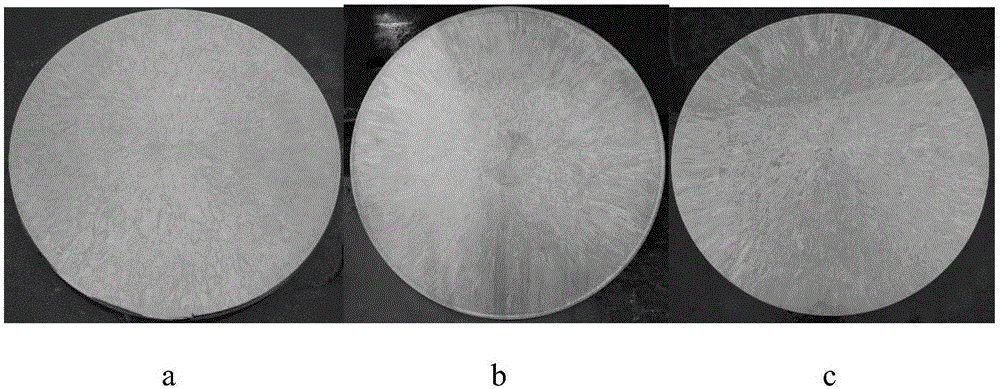
Embodiment 3
[0063] Step 1: Combine the national standard sponge titanium, aluminum vanadium master alloy, titanium silicon master alloy, Al beans and TiO 2 Dosing according to the ratio of Ti-6.36Al-4.40V-0.07Si-0.11O;
[0064] Step 2: Fully mix the above raw materials evenly. After the mixing is completed, use an 8,000-ton hydraulic press to press it into an electrode block, and the pressing pressure is 72MPa;
[0065] Step 3: vacuum plasma welding the electrode block obtained in step 2 to obtain a consumable electrode;
[0066] Step 4: Melting the consumable electrode obtained in step 3 in a vacuum tertiary electric arc furnace, specifically:
[0067] The crucible with a diameter of 680mm was used for the first melting. During the melting process, the vacuum degree was controlled below 5.0Pa, the melting current was 15-25kA, the melting voltage was 30-35V, the arc-stabilizing current was 18A, the arc-stabilizing cycle was DC, and the cooling time after melting was constant. Less than ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More