

Welding method for large-section profile conductors of flexible joints of UHV DC submarine cables
A submarine cable and welding method technology, which is applied to welding equipment, communication cables, cables, etc., can solve the problems that the resistance, mechanical strength and bending performance cannot be satisfied at the same time, and no welding method has been seen, so as to ensure the welding strength and external appearance. effect of diameter and shape
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] Below in conjunction with accompanying drawing and embodiment the present invention will be further described:
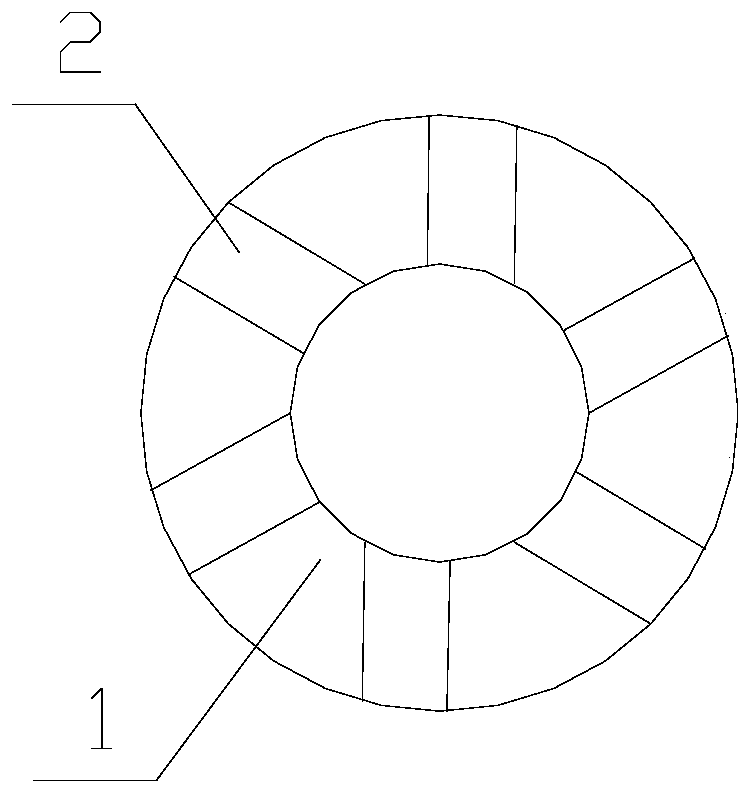
[0027] The welding object is two sections of 3000mm 2 The copper conductor cable is welded by a large cross-section wire conductor welding method for an ultra-high voltage direct current submarine cable soft joint, including the following steps:
[0028] 1) Straighten the first cable and the second cable to be welded separately.
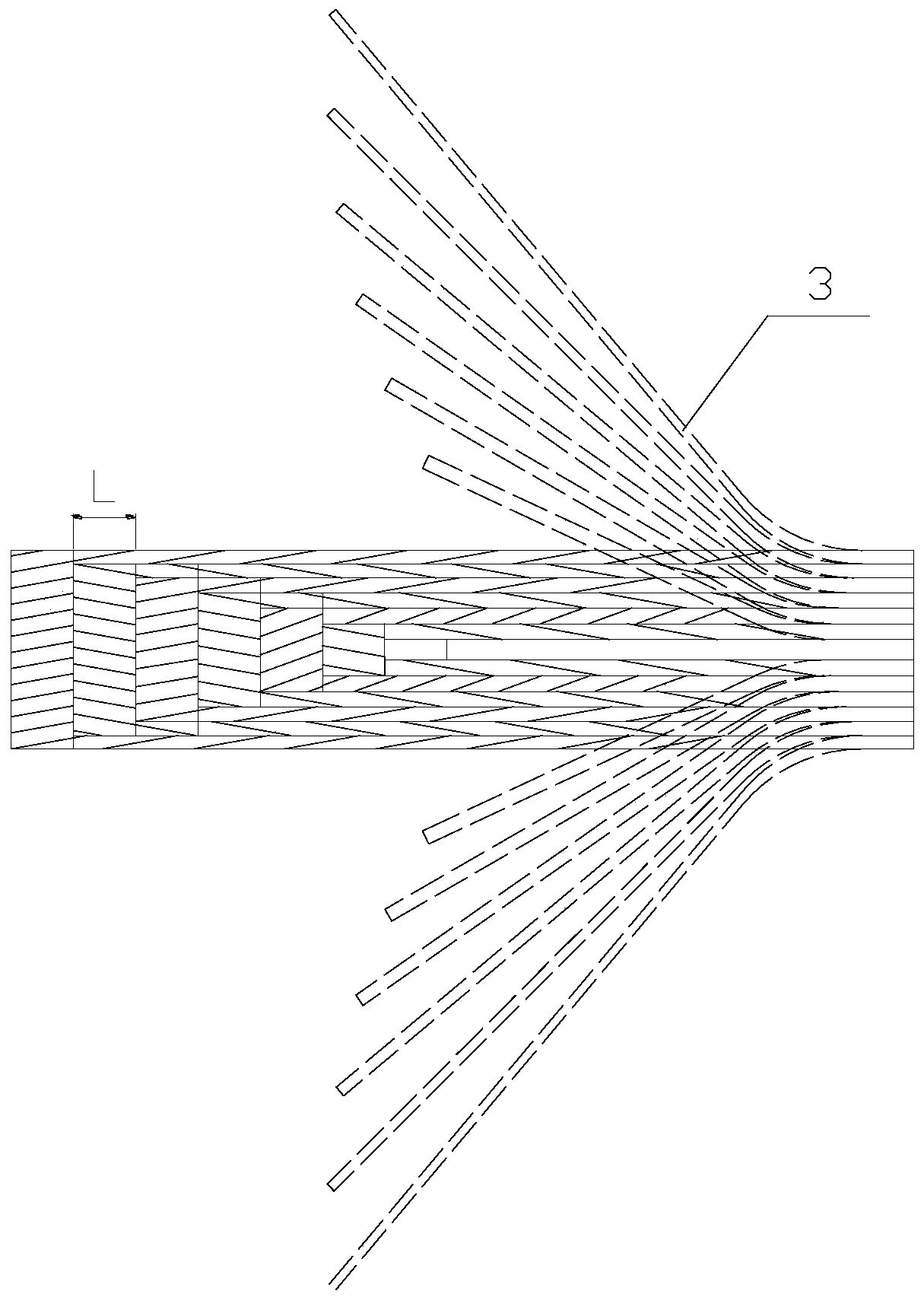
[0029] 2) Remove the layers of structure outside the conductor from the end of the first cable and the second cable to be welded, and clamp the end; cut off the single wire of each layer of the first cable at different positions, as shown in Figure 1. The distance L between the cut-off positions of the conductors of each layer of the cable is 20mm. The conductor single wires of each layer of the second cable are cut off at the position corresponding to the length of the first cable, and the single wires of each layer of the second...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More